研究チームは、射出成形プロセスのデータを使用して、プラスチック部品の強度タイプを最大化する機械の設定を研究したいと考えています。変数には、機械の制御、様々なプラスチック製法、射出成形機が含まれます。チームは、高強度の部品を生産しつつ余剰重量を最小限に抑えるプロセス設定を特定したいと考えています。これら二つの回答は特に注目されます。なぜなら、高強度を達成する一つの方法は、より密度が高く重い部品を作ることだからです。分析には、部品を過充填、名目上、過剰充填を分類する多項応答変数も含まれています。
エンジニアたちは両方の回答に予測モデルを適合させ、 応答の最適化機能 を用いて両者のトレードオフをバランスさせる予測変数の設定を見つけました。
- サンプルデータ、射出成形_複数応答.MPXを開きます。
- を選択します 。
- ワークシート1で 充填状態 を選択します。次に、モデルとして Random Forests® 多項分類 1 を選択します。
- ワークシート1で 追加重量 を選択します。次に、 MARS®回帰1 をモデルとして選択します。
- ワークシート1で 強さ を選択します。次に、モデルとして TreeNet®回帰1 を選択します。
- OK を選択します。
モデルの検証
モデル図の結果は、モデルのパフォーマンス、変数の範囲、変数の重要度を示しています。チームは、R二乗値が十分に高く、誤分類率が十分に低いと一致しました。また、各変数には期待範囲があることもチームが一致しています。結果がチームの予想通りであるため、チームは最適化解析に進みます。
モデル性能
| 応答変数 | モデル | 検証法 | 性能 |
|---|---|---|---|
| 充填状態 | Random Forests® 多項分類 1 | アウトオブバッグ | 誤分類率: 7.24% |
| 追加重量 | MARS® 回帰 1 | 5分割交差検証 | R二乗: 87.97% |
| 強さ | TreeNet® 回帰 1 | 5分割交差検証 | R二乗: 89.92% |
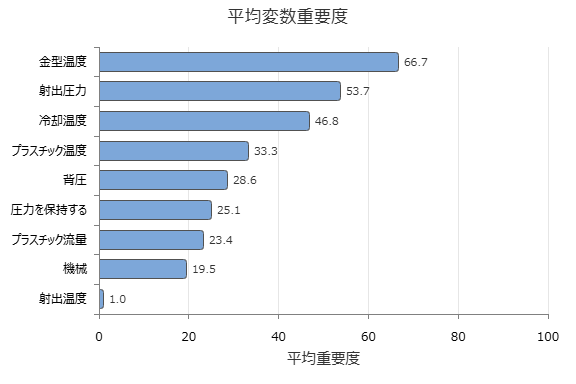
変数範囲
| 変数 | 平均重要度 | ID | 値 | 応答 |
|---|---|---|---|---|
| 金型温度 | 66.6667 | 9 | [30.1, 1649.5] | 追加重量, 強さ |
| 射出圧力 | 53.7347 | 1 | [75, 150] | すべて |
| 冷却温度 | 46.8183 | 2 | [25, 45] | すべて |
| プラスチック温度 | 33.3333 | 5 | [200, 400] | 充填状態 |
| 背圧 | 28.5955 | 4 | [0.4, 0.7] | 充填状態 |
| 圧力を保持する | 25.1115 | 3 | [21, 48] | 充填状態, 追加重量 |
| プラスチック流量 | 23.3546 | 6 | [10, 50] | 充填状態 |
| 機械 | 19.5256 | 7 | 1, 2, 3, 4 | 追加重量, 強さ |
| 射出温度 | 0.9739 | 8 | [85, 100] | 追加重量 |
最適化を実行する
- 結果で 応答の最適化機能を選択してください。
- 充填状態 行で「 公称 」を選択してください 最適化クラス。 目的で 最大化 を選択してください。
- 追加重量 行で 目的の 最小化 を選択します。
- 強さ 行で 目的の 最大化 を選択します。
- 望ましさを選択します。
- 追加重量 行では、以下の値を指定します:
目標 上限 重み 重要度 0 2 1 1 - 強さ 行では、以下の値を指定します:
下限 目標 重み 重要度 300 1600 1 3 - 各ダイアログボックスの OK を選択します。
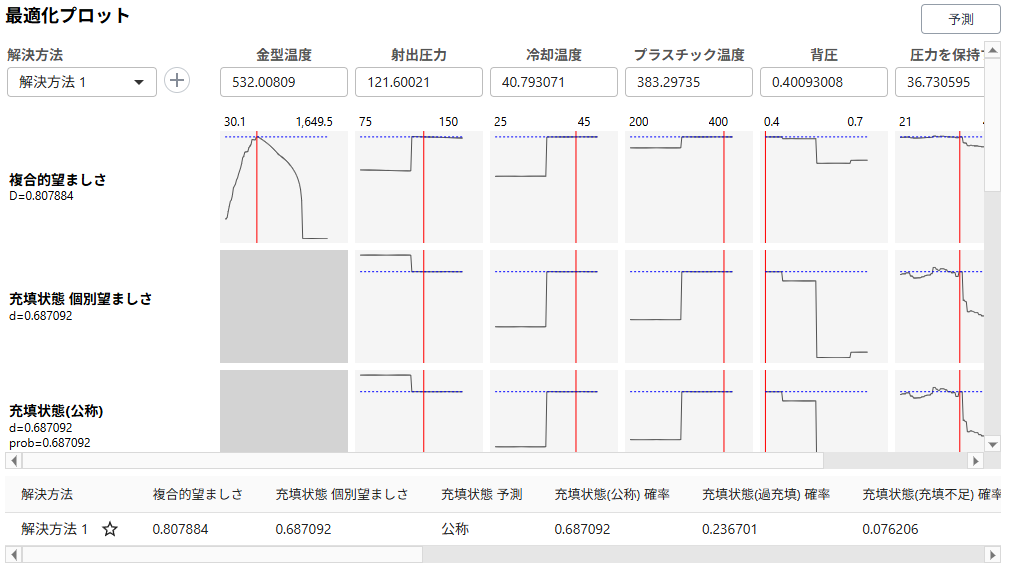
Minitabは保存されたモデルを用いて、応答変数の値を最適化する予測変数の設定を推定します。これらの応答の合計または複合望ましさは約0.8であり、少なくとも1つの回答で目標を達成できなかったことを示しています。
変数範囲表には、最適化におけるモデル間で変数の平均重要度が含まれています。これらのデータの中で、 金型温度 が最も重要な変数です。変数は平均重要度順に表に並んでいるので、 金型温度 が一番上にあります。
応答の最適化: 充填状態, 追加重量, 強さ
最適化プロットを調べる
最適化図は、 金型温度 の増加が 強さの望ましさを高めることを示しています。 金型温度 の増加は 追加重量の望ましさを下げます。最適化の仕様が 強さ が最重要であると述べているため、最適化は 強さに対して個人の望ましさがほぼ1の解を見つけ出します。この解決策は、 追加重量 と 充填状態の両方に対して高い個人の望ましさを持っています。
プロット上でこの初期解の因子設定を直接調整することができます。縦のバーを移動して予測変数設定を変更し、応答の個別望特性(d)と複合的な望ましさがどのように変化するかを見ます。
最適化プロットを編集する
- 最適化プロットを選択します。
- 最適化プロットの右上からグラフメニューを開きます。
- グラフオプションを選択します。
- ペインで オプション を展開します。
- の選択を解除します個別の望ましさプロットを表示。
- 応答変数を選択します。
- の選択を解除します充填状態。
- OK を選択します。
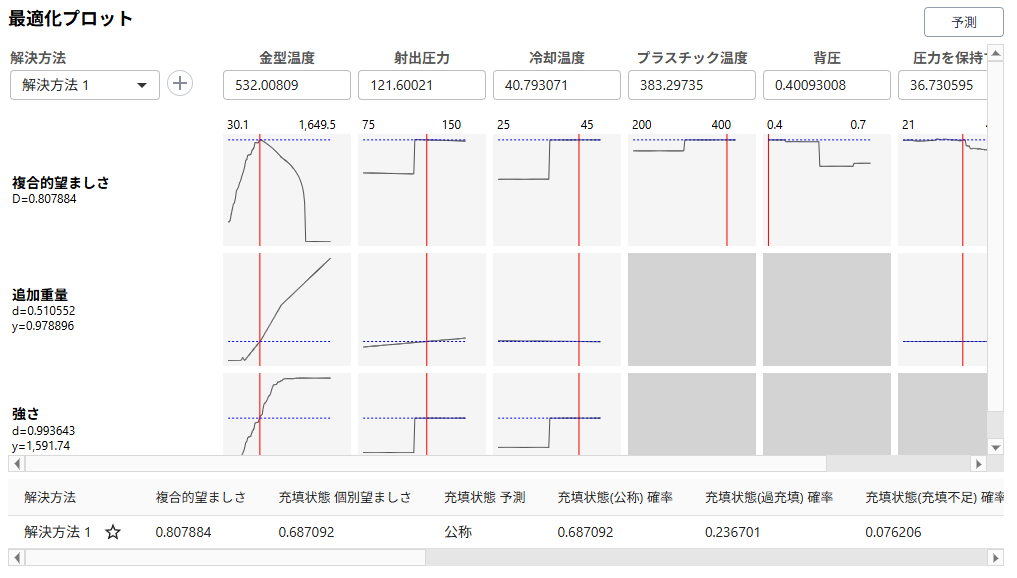
修正最適化プロットは、余分な重量の増加と強度の増加をバランスよく調整する型温度の選択の必要性を強調しています