注
このコマンドは、 予測分析モジュール.モジュールをアクティブにする方法については、ここをクリックしてください。
研究チームは、射出成形プロセスのデータを使用して、プラスチック部品の強度タイプを最大化する機械の設定を研究したいと考えています。変数には、機械の制御、様々なプラスチック製法、射出成形機が含まれます。
データの最初の調査の一環として、研究者はを使用して重要でない予測変数を順に除去して主要な予測変数を特定することで、モデルを比較する主要な予測変数を検出ことを決めました。研究者は、応答に大きな影響を与える主要な予測変数を特定し、応答と主要な予測変数の関係に関するより多くの洞察を得たいと考えています。
- 注射プロセス.MWXサンプルデータを開きます。
- を選択します。
- 応答にを入力します強さ。
- に 連続予測変数– 測定時の温度を入力します 射出圧力 。
- カテゴリ予測変数に機械と公式を入力します。
- OKをクリックします。
結果を解釈する
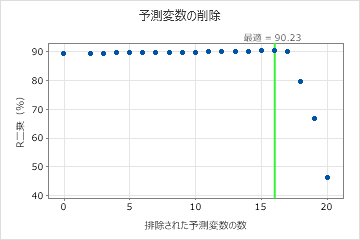
この分析では、20のモデルを比較します。モデル評価表のモデル列のアスタリスクは、交差検証されたR2統計量の最小値を持つモデルがモデル16であることを示しています。モデル16には5つの重要な予測変数が含まれています。モデル評価表に続く結果は、モデル16に対するものです。
モデル16は交差検証されたR2統計量の最大値を持ちますが、他のモデルも同様の値を持ちます。チームは、代替モデルの選択をクリックして、モデル評価表から他のモデルの結果を生成できます。
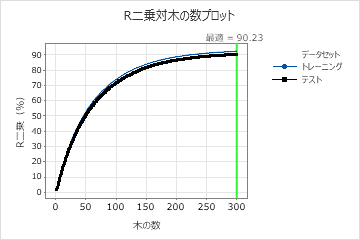
モデル16の結果で、R二乗対木の数プロットは、最適な木の数が分析の木の数と同じ300であることを示しています。ハイパーパラメータの調整をクリックすると、木の数を増やしたり、他のハイパーパラメーターに加えた変更によってモデルのパフォーマンスが向上するかどうかを確認できます。
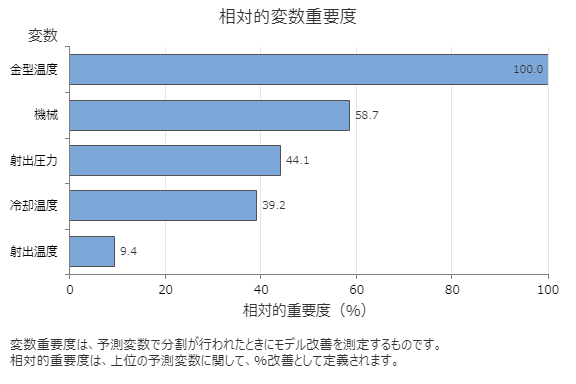
相対変数重要度グラフは、木のシーケンスに対して予測変数で分岐が行われたときに、モデルの改善に対する予測変数の効果の順に予測変数をプロットします。最も重要な予測変数は金型温度です。最上の予測変数である金型温度の重要度が100%の場合、次に重要な変数である機械は58.7%の寄与度を有します。これは、射出する機械は金型内部の温度と58.7%同じくらい重要であることを意味します。
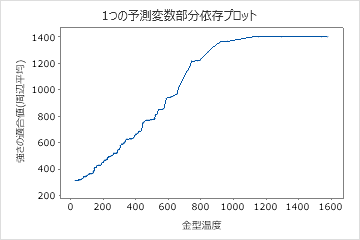
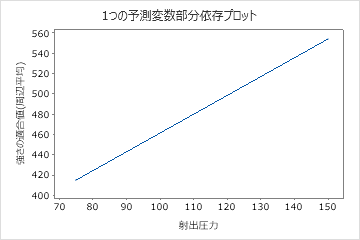
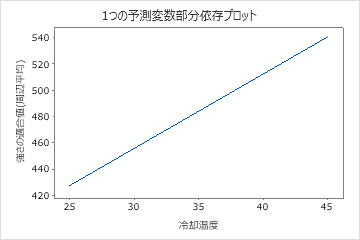
部分依存プロットを使用して、重要な変数または変数のペアが予測応答の推定事象確率にどのように影響するかを把握します。部分依存プロットは、応答と変数の関係が線形、単調、またはより複雑であるかどうかを示します。
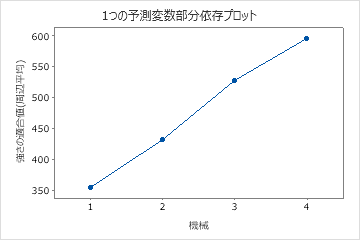
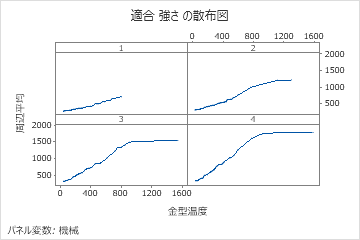
1つの予測変数の部分的依存性プロットは、金型温度、射出圧力、冷却温度のすべてが強度と正の関係を持つことを示しています。機械のプロットは機械間の違いを示し、機械1は平均で最も弱い部品を製作し、機械4は平均して最も強い部品を製作します。チームは、金型温度と機械がデータ内で最も強い交互作用を持っていることを発見しこれらの変数が強度に与える影響をさらに調査するために2つの予測変数の部分依存プロットを調べます。チームは、結果を選択して 、射出温度などの他の変数のプロットを生成できます。
金型温度と機械の2つの予測変数の部分依存プロットトは、機械に対する平均強度の差に関するいくつかの洞察を提供します。理由の1つとして、機械1からのデータには、他の機械ほど高い金型温度での観測値がそれほど多く含まれていません。チームは、他の設定が同じである場合、機械が異なる強度のものを生産する他の理由を探すことに決めました。チームは結果をクリックして 、他の変数ペアのプロットを作成できます。
方法
| 損失関数 | 二乗誤差 |
|---|---|
| 木の最適な数の選択基準 | 最大R二乗 |
| モデル検証 | 3分割交差検証 |
| 学習率 | 0.01408 |
| サブサンプルの割合 | 0.5 |
| 木あたりの最大終端ノード | 6 |
| 最小終端節サイズ | 3 |
| ノード分岐に対して選択された予測変数の数 | 予測変数の合計数 = 21 |
| 使用中の行 | 1408 |
応答情報
| 平均 | 標準偏差 | 最小 | Q1 | 中央値 | Q3 | 最大 |
|---|---|---|---|---|---|---|
| 485.247 | 318.611 | 41.2082 | 301.099 | 398.924 | 562.449 | 2569.04 |
重要でない予測変数を削除するモデル選択
| モデル | 最適な木の数 | R二乗(%) | 予測変数の数 | 削除された予測変数 |
|---|---|---|---|---|
| 1 | 300 | 89.32 | 21 | なし |
| 2 | 300 | 89.34 | 19 | プラスチック流量, ポジションの変更 |
| 3 | 300 | 89.39 | 18 | 乾燥温度 |
| 4 | 300 | 89.46 | 17 | 溶融温度ゾーン2 |
| 5 | 300 | 89.51 | 16 | プラスチック温度 |
| 6 | 300 | 89.50 | 15 | 公式 |
| 7 | 300 | 89.59 | 14 | 圧力を保持する |
| 8 | 300 | 89.57 | 13 | スクリュークッション |
| 9 | 300 | 89.69 | 12 | 溶融温度ゾーン4 |
| 10 | 300 | 89.70 | 11 | 背圧 |
| 11 | 300 | 89.86 | 10 | 溶融温度ゾーン1 |
| 12 | 300 | 89.90 | 9 | 乾燥時間 |
| 13 | 300 | 89.92 | 8 | 測定時の温度 |
| 14 | 300 | 90.06 | 7 | 溶融温度ゾーン5 |
| 15 | 300 | 90.16 | 6 | 溶融温度ゾーン3 |
| 16* | 300 | 90.23 | 5 | ねじ回転速度 |
| 17 | 300 | 89.96 | 4 | 射出温度 |
| 18 | 297 | 79.37 | 3 | 冷却温度 |
| 19 | 244 | 66.64 | 2 | 射出圧力 |
| 20 | 164 | 46.19 | 1 | 機械 |
モデル要約
| 合計予測変数 | 5 |
|---|---|
| 重要な予測変数 | 5 |
| 増加した木の数 | 300 |
| 最適な木の数 | 300 |
| 統計量 | トレーニング | テスト |
|---|---|---|
| R二乗 | 92.23% | 90.23% |
| 二乗平均平方根誤差(RMSE) | 88.8049 | 99.5673 |
| 平均平方誤差 (MSE) | 7886.3152 | 9913.6420 |
| 平均絶対偏差 (MAD) | 68.9231 | 74.4113 |
| 平均絶対パーセント誤差(MAPE) | 0.2083 | 0.2175 |