品質エンジニアがプレッツェルの製造工程を改善したいと考えているとします。カラーは、品質における重要な特性です。エンジニアは決定的スクリーニング計画を使用して、プレッツェルの色に影響を与える可能性のある潜在因子を決定します。実験では、検査者はプレッツェルの小ロットを適合/不適合カテゴリにすばやく並べ替えます。
- 標本データを開く、 プレッツェルのカラー.MWX.
- を選択します
- 事象名(V)で、事象を入力します。
- 事象数に合格基準の色を入力します。
- 試行回数に試行を入力します。
- 項をクリックします。
- 次の項を含むで、完全2次を選択します。OKをクリックします。
- ステップワイズをクリックします。
- 方法で、前方情報基準を選択します。
- 各ダイアログボックスでOKをクリックします。
結果を解釈する
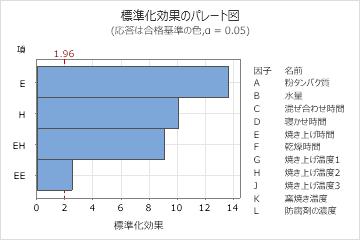
パレ―ト図には、補正赤池情報量基準(AICc)に合わせて最適なモデルの項のバーが表示されます。モデルには、焼き上げ時間(E)と焼き上げ温度2(H)の2つの主効果があります。このモデルには、焼き上げ時間の二乗項と2つの因子間の交互作用項が含まれています。
エンジニアは、このモデルが、工程に関する自分の知識と一致していることを理解できるでしょう。エンジニアは、このモデルを使用して、さらなる実験を計画することを決定します。
方法
| リンク関数 | Logit |
|---|---|
| 使用中の行 | 50 |
項の前方選択
達成された最小AICc = 243.23
応答情報
| 変数 | 値 | 計数 | 事象名 |
|---|---|---|---|
| 合格基準の色 | 事象 | 4235 | 事象 |
| 非事象 | 765 | ||
| 試行 | 合計 | 5000 |
コード化係数
| 項 | 係数 | 係数の標準誤差 | VIF |
|---|---|---|---|
| 定数 | 2.394 | 0.145 | |
| 焼き上げ時間 | 0.7349 | 0.0538 | 1.11 |
| 焼き上げ温度2 | 0.5451 | 0.0541 | 1.20 |
| 焼き上げ時間*焼き上げ時間 | -0.384 | 0.153 | 1.04 |
| 焼き上げ時間*焼き上げ温度2 | -0.5106 | 0.0562 | 1.24 |
連続予測変数のオッズ比
| 変更ユニット | オッズ比 | 95%信頼区間 | |
|---|---|---|---|
| 焼き上げ時間 | 2 | * | (*, *) |
| 焼き上げ温度2 | 15 | * | (*, *) |
モデル要約
| 逸脱 (deviance) R二乗 | 逸脱 (deviance) R二乗 (調整済み) | AIC | AICc(修正済み 赤池情報量基準) | BIC(ベイズ 情報量基準) |
|---|---|---|---|---|
| 95.81% | 95.29% | 241.87 | 243.23 | 251.43 |
適合度検定
| 検定 | 自由度 | カイ二乗 | p値 |
|---|---|---|---|
| 逸脱 (deviance) | 45 | 32.28 | 0.922 |
| ピアソン | 45 | 31.93 | 0.929 |
| Hosmer-Lemeshow | 8 | 7.10 | 0.526 |
分散分析
| 要因 | 自由度 | 調整偏差 | 調整平均 | カイ二乗 | p値 |
|---|---|---|---|---|---|
| モデル | 4 | 737.452 | 184.363 | 737.45 | 0.000 |
| 焼き上げ時間 | 1 | 203.236 | 203.236 | 203.24 | 0.000 |
| 焼き上げ温度2 | 1 | 100.432 | 100.432 | 100.43 | 0.000 |
| 焼き上げ時間*焼き上げ時間 | 1 | 6.770 | 6.770 | 6.77 | 0.009 |
| 焼き上げ時間*焼き上げ温度2 | 1 | 80.605 | 80.605 | 80.61 | 0.000 |
| 誤差 | 45 | 32.276 | 0.717 | ||
| 合計 | 49 | 769.728 |
非コード化単位の回帰式
| P(事象) | = | exp(Y')/(1 + exp(Y')) |
|---|
| Y' | = | -11.984 + 3.361 焼き上げ時間 + 0.08740 焼き上げ温度2 - 0.0961 焼き上げ時間*焼き上げ時間 - 0.01702 焼き上げ時間*焼き上げ温度2 |
|---|
異常な観測値の適合値と診断
| 観測値 | 観測された確率 | 適合値 | 残差 | 標準化残差 | |
|---|---|---|---|---|---|
| 1 | 0.9800 | 0.9376 | 2.0298 | 2.13 | R |
| 7 | 0.9800 | 0.9396 | 1.9581 | 2.00 | R |
| 24 | 0.9000 | 0.9497 | -2.0182 | -2.15 | R |