ある包装技師が、製品を入れるポリ袋の密封が、漏れを防げるよう十分に強く、しかし、消費者が袋を開けられないほどには強くないことを確認する必要があります。袋は、誰かがその中を開くまで、外科用器具を乾燥および殺菌状態に保ちます。技師は、密封強度を20~32ボンド(下限および上限)の間で目標を26ポンドとして最適化したいと考えています。また、密封強度の変動は1以下になるように最小化したいと考えています。技師は、ホットバーの温度、保圧時間、ホットバーの圧力が密封強度に影響を与える因子であると判断しています。また、ホットバーの温度、保圧時間、材料の温度が変動に影響を与える重要な因子であるとも判断しています。技師は、密封の強度と変動に影響する因子を調べるため、中心複合応答曲面実験を計画します。自然対数変換を使用して、密封の変動を分析します。
技師は、データを収集して計画を分析し、シールの強度に影響を与える因子を判断します。
- サンプルデータを開く、密封の強度.MWX.
- を選択します。
- 応答に強度を入力します。
- グラフをクリックします。
- 残差プロットで、一覧表示を選択します。
- 各ダイアログボックスでOKをクリックします。
結果を解釈する
分散分析表では、HotBarT*HotBarT、DwelTime*DwelTime、HotBarT*DwelTimeのp値は有意です。技師は、モデルを縮約して、有意ではない項を削除することを検討できます。詳細はモデルの縮約化を参照してください。
R2値は、モデルが強度における分散の78.58%を説明していることを示します。これはモデルが十分にデータに適合することを示しています。予測R2値が0の場合、このモデルは過剰適合していることを示し、モデルの縮約をサポートしています。
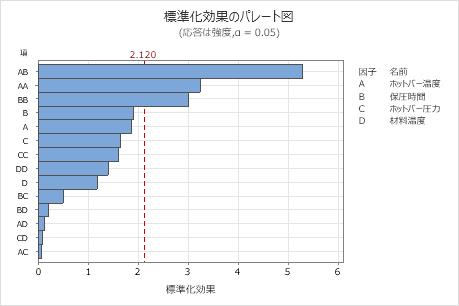
効果のパレート図を使用すると、重要な効果を視覚的に識別して、さまざまな効果の相対的重要度を比較することができます。また、HotBarT*DwelTime(AB)は最も長く伸びているため、これが最大の効果を持つこともわかります。
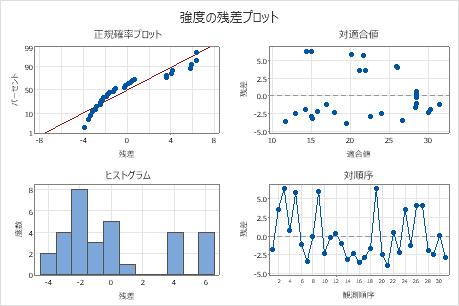
残差プロットでは、正規確率プロットのデータ点は十分には直線に従いません。モデルの縮約によりこれを修正できることがあります。
コード化係数
| 項 | 係数 | 係数の標準誤差 | t値 | p値 | VIF |
|---|---|---|---|---|---|
| 定数 | 28.44 | 1.66 | 17.09 | 0.000 | |
| ホットバー温度 | 1.685 | 0.899 | 1.87 | 0.079 | 1.00 |
| 保圧時間 | -1.719 | 0.899 | -1.91 | 0.074 | 1.00 |
| ホットバー圧力 | 1.481 | 0.899 | 1.65 | 0.119 | 1.00 |
| 材料温度 | 1.060 | 0.899 | 1.18 | 0.255 | 1.00 |
| ホットバー温度*ホットバー温度 | -2.662 | 0.823 | -3.23 | 0.005 | 1.03 |
| 保圧時間*保圧時間 | -2.476 | 0.823 | -3.01 | 0.008 | 1.03 |
| ホットバー圧力*ホットバー圧力 | -1.329 | 0.823 | -1.61 | 0.126 | 1.03 |
| 材料温度*材料温度 | -1.151 | 0.823 | -1.40 | 0.181 | 1.03 |
| ホットバー温度*保圧時間 | -5.81 | 1.10 | -5.28 | 0.000 | 1.00 |
| ホットバー温度*ホットバー圧力 | -0.09 | 1.10 | -0.08 | 0.938 | 1.00 |
| ホットバー温度*材料温度 | -0.14 | 1.10 | -0.13 | 0.902 | 1.00 |
| 保圧時間*ホットバー圧力 | 0.55 | 1.10 | 0.50 | 0.624 | 1.00 |
| 保圧時間*材料温度 | 0.24 | 1.10 | 0.22 | 0.832 | 1.00 |
| ホットバー圧力*材料温度 | -0.10 | 1.10 | -0.09 | 0.929 | 1.00 |
モデル要約
| S | R二乗 | R二乗 (調整済み) | R二乗 (予測) |
|---|---|---|---|
| 4.40228 | 78.58% | 59.84% | 0.00% |
分散分析
| 要因 | 自由度 | 調整平方和 | 調整平均平方 | F値 | p値 |
|---|---|---|---|---|---|
| モデル | 14 | 1137.51 | 81.251 | 4.19 | 0.004 |
| 線形 | 4 | 218.65 | 54.662 | 2.82 | 0.060 |
| ホットバー温度 | 1 | 68.13 | 68.129 | 3.52 | 0.079 |
| 保圧時間 | 1 | 70.94 | 70.939 | 3.66 | 0.074 |
| ホットバー圧力 | 1 | 52.62 | 52.616 | 2.71 | 0.119 |
| 材料温度 | 1 | 26.96 | 26.963 | 1.39 | 0.255 |
| 平方 | 4 | 372.07 | 93.018 | 4.80 | 0.010 |
| ホットバー温度*ホットバー温度 | 1 | 202.61 | 202.611 | 10.45 | 0.005 |
| 保圧時間*保圧時間 | 1 | 175.32 | 175.318 | 9.05 | 0.008 |
| ホットバー圧力*ホットバー圧力 | 1 | 50.52 | 50.522 | 2.61 | 0.126 |
| 材料温度*材料温度 | 1 | 37.87 | 37.866 | 1.95 | 0.181 |
| 双方向の交互作用 | 6 | 546.79 | 91.132 | 4.70 | 0.006 |
| ホットバー温度*保圧時間 | 1 | 540.47 | 540.470 | 27.89 | 0.000 |
| ホットバー温度*ホットバー圧力 | 1 | 0.12 | 0.121 | 0.01 | 0.938 |
| ホットバー温度*材料温度 | 1 | 0.30 | 0.305 | 0.02 | 0.902 |
| 保圧時間*ホットバー圧力 | 1 | 4.84 | 4.840 | 0.25 | 0.624 |
| 保圧時間*材料温度 | 1 | 0.90 | 0.899 | 0.05 | 0.832 |
| ホットバー圧力*材料温度 | 1 | 0.16 | 0.160 | 0.01 | 0.929 |
| 誤差 | 16 | 310.08 | 19.380 | ||
| 不適合 | 10 | 308.20 | 30.820 | 98.51 | 0.000 |
| 純誤差 | 6 | 1.88 | 0.313 | ||
| 合計 | 30 | 1447.60 |
非コード化単位の回帰式
| 強度 | = | -289.3 + 2.287 ホットバー温度 + 206.6 保圧時間 + 0.124 ホットバー圧力 + 0.594 材料温度 - 0.00426 ホットバー温度*ホットバー 温度 - 39.6 保圧時間*保圧時間 - 0.000532 ホットバー圧力*ホットバー圧力 - 0.00288 材料温度*材料温度 - 0.930 ホットバー温度*保圧時間 - 0.000070 ホットバー温度*ホットバー圧力 - 0.00028 ホットバー温度*材料温度 + 0.0440 保圧時間*ホットバー圧力 + 0.047 保圧時間*材料温 度 - 0.00010 ホットバー圧力*材料温度 |
|---|
異常な観測値の適合値と診断
| 観測値 | 強度 | 適合値 | 残差 | 標準化残差 | |
|---|---|---|---|---|---|
| 3 | 20.69 | 14.43 | 6.26 | 2.20 | R |
| 5 | 27.43 | 21.72 | 5.71 | 2.01 | R |
| 9 | 25.99 | 20.16 | 5.83 | 2.05 | R |
| 19 | 21.38 | 15.10 | 6.28 | 2.21 | R |