ステップ1: 測定値の変動を公差範囲と比較して評価する
ランチャートを使用して、工程における偏りまたはその他の測定システム変動の証拠を探します。
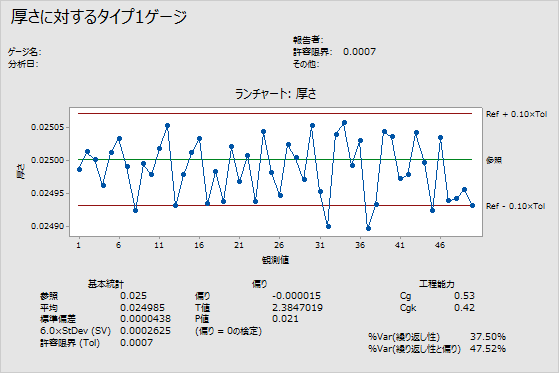
参照ラインに近い測定値、規格範囲全体に渡って変動する測定値、または+/-10%許容範囲を超える測定値を見つけることができます。いずれかの点が限界を超えた場合は、システムの工程能力を調べてください。
主要な結果: ランチャート
これらの結果において、厚さの測定値のほとんどは±10%の許容範囲内にあります。ただし、測定値のいくつかは期待値(-10%の許容範囲未満)より低く、これは測定システムに問題があることを示す可能性があります。
ステップ2: 測定システムの偏りを評価する
ゲージの偏りは、測定値の平均と参照値との差を示します。測定システムに有意な偏りがあるかどうかを判断するにはp値を使用します。帰無仮説は偏り = 0で、対立仮説は偏り ≠ 0です。
測定システムに有意な偏りがあるかどうかを判断するには、p値を有意水準(αまたはアルファと表されます)と比較します。通常、0.05の有意水準が有効に機能します。0.05の有意水準は、実際にはシステムに偏りが存在しないにもかかわらず、存在すると結論付ける可能性が5%であることを示しています。
- p値 ≤ α: 測定システムに偏りが存在する(H0を棄却)
- p値が有意水準以下の場合は、帰無仮説を棄却します。測定システムには有意な偏りがあると結論付けられます。測定システムを調査して偏りの原因を特定し、改善します。
- p値 > α: システムに偏りが存在しないと結論付けられない(H0を棄却できない)
- p値が有意水準よりも大きい場合、帰無仮説を棄却できません。測定システムの偏りが統計的に有意であると結論付けるのに十分な証拠がありません。ただし、システムに偏りが存在しないと結論付けることもできません。
主要な結果: 偏り、T、p値
これらの結果では、p値は0.021で、有意水準の0.05よりも小さいため、偏りがあると結論付けるのに十分な証拠が存在します。偏りの量は小さいように見えます(-0.000015)が、統計的に有意です。
ステップ3: 測定システムの工程能力を評価する
工程能力指標を使用して、測定システムに部品を一貫して正確に測定する能力があるかどうかを決定します。
Cgは、公差を測定変動と比較します。CgKは、公差を測定変動および偏りと比較します。
主要な結果: Cg、CgK
これらの結果では、Cgは0.53で、CgKは0.42です。これらの工程能力指標はいずれも一般的に使用されるベンチマーク値の1.33よりも低くなっています。これらの結果は、測定システムで一貫性のある正確な測定はできないことを示しています。信頼できる測定システムにするには、改善が必要です。