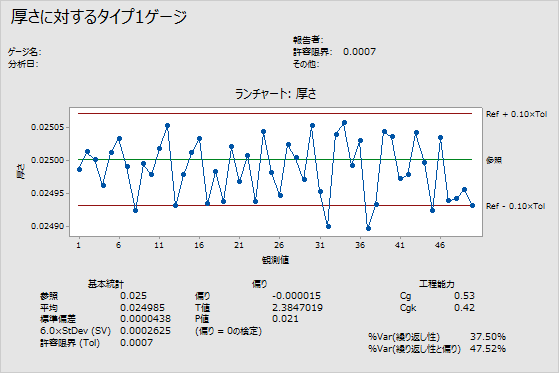
ランチャート
ランチャートは、参照値および公差範囲に対して測定値がどのように変動するかを示します。観測値は測定順にプロットされます。ランチャートを使用して、工程内の偏りまたはその他の測定システム変動の証拠を探します。
参照値
参照値は標準部品の既知の正しい測定値です。測定システム分析では、比較するためのマスター値として使用されます。たとえば、既知の重さが0.025gの参照部品を使用してスケールを較正します。
測定する特性の公差範囲の中心に近い参照値が理想です。
参照値は、業界標準や企業および顧客の期待に応じてさまざまな基準で決定できます。通常、参照値は、より正確な測定装置による反復測定の平均、または研究所で認定された標準を使用して決定されます。
平均
平均とは、標準のすべての測定値の平均で、これはすべての測定値の合計を測定数で割ったものです。
標準偏差
標準偏差は、標準の全測定値の標準偏差です。
標準偏差とは、散布度、つまり平均からのデータの広がり方を表す最も一般的な測度です。サンプルの標準偏差が大きい場合、データが平均からより広がっていることを示します。
6 * 標準偏差(SV)
基準変動は、標準偏差の6倍です。
デフォルトでは、各成分の基準変動はその標準偏差の6倍ですが、乗数を変えることができます。要因からの変動の99.73%を捕えるために必要な標準偏差の数は6であるため、AIAGはゲージR&R分析で6を使用することを推奨しています。たとえば、99%の変動を捕えるためには5.15を指定します。
許容限界(Tol)
許容限界とは、測定された成分の公差範囲です。これは、上側規格限界と下側規格限界の差です。
偏り
偏りは、測定システムの正確性の測度です。偏りは、参照部品の既知の標準値と観測された平均測定値の差として計算されます。
解釈
- 正の偏りはゲージの測度が高いことを示しています。
- 負の偏りはゲージの測度が低いことを示しています。
ゲージの測定が正確な場合、偏り度が小さくなります。偏りが統計的に有意かどうかを判断するにはp値を使用します。
T
Tは、偏り ≠ 0という対立仮説のt統計量です。
t検定では、この観測されたt統計量を自由度が(n-1)のt分布の棄却値と比較し、測定システムの偏りが統計的に優位であるかどうかを特定します。
p値
p値はt統計量に関連付けられています。p値は、偏りを0と仮定したときに計算された値以上の大きさのt統計量が得られる確率です。t統計量が増加するとp値は減少します。p値が小さい場合、偏り = 0という仮定がおそらく正しくないことを示唆しています。
Cg
Cgは、ゲージおよび測定者による測定値の変動と公差範囲を比較する工程能力指標です。
解釈
Cgが大きいほどシステムの工程能力が高いことを示します。Cgが一般に使用されるベンチマーク値の1.33よりも低い場合、測定システムは部品を一貫して正確に測定できていません。
工程能力指標は、公差範囲が指定された場合のみ計算されます。
Cgに関する詳細は、タイプ1ゲージの分析による測定工程能力の評価を参照してください。
CgK
CgKは、公差範囲を偏りの合計およびゲージと測定者による測定値の変動と比較する工程能力指標です。
解釈
Cgkが大きいほどシステムの工程能力が高いことを示します。Cgkが一般に使用されるベンチマーク値の1.33よりも低い場合、測定システムは部品を一貫して正確に測定できていません。
工程能力指標は、公差範囲が指定された場合のみ計算されます。
Cgkに関する詳細は、Cgk基準を使用して測定される偏りを参照してください。
分解能
分解能は、指定されたゲージの分解能です。
一般に、分解能は公差の5%を超えるべきではありません。したがって、分解能と公差の両方を指定すると、分解能が公差の5%と比べて小さいか、大きいか、または等しいかが計算されます。
%Var(繰り返し性)
繰り返し性の%Varは、ゲージの繰り返し性を公差と比較します。
%Var(繰り返し性と偏り)
繰り返し性と偏りの%Varは、ゲージの繰り返し性と偏りを公差と比較します。