目的の方法または計算式を選択してください。
線形性
線形性により、測定システムの予測動作範囲内で平均バイアスの差が評価されます。 線形性は、測定されているすべてのサイズのオブジェクトに対するゲージの正確性が同じかどうかを示しています。
計算式
線形性 = | 傾き | * 工程変動
線形性指標
線形性指標とは、工程変動全体におけるパーセントとして表される線形性です。
計算式
線形性指標 = (線形性 / 工程変動) * 100
ゲージの線形性のp値
定数と傾きのp値を使用すると、傾きが0に等しいかどうか、および定数が0に等しいかどうかを検定することができます。
p値は、サンプル分布の下側で+ |検定統計量|より右側の面積およびサンプル分布の下側で- |検定統計量|より左側の面積として定義されます。Minitabでは、自由度がγのt分布とt統計量を使用してp値を計算します。
p値がα値よりも大きい場合、次の通り帰無仮説を棄却できません。
- 定数に対して、p値がα値より大きい場合、帰無仮説は棄却できず、すべての参照値の偏りは0に等しいと結論付けます。
- 傾きに対して、p値がα値より大きい場合、帰無仮説は棄却できず、すべての参照値(線形性なし)で測定システムの偏りは同じであると結論付けます。
p値がα値より小さい場合、次のように帰無仮説を棄却します。
- 定数に対して、p値がα値より小さい場合、帰無仮説を棄却し、すべての参照値の偏りは0に等しくないと結論付けます。
- 傾きに対して、p値がα値より小さい場合、帰無仮説を棄却して、一部の参照値(線形性あり)で測定システムの偏りは同じでないと結論付けます。
R二乗
R二乗(R2)は、データに対する適合線の適合度を調べる際に使用される決定係数です。R二乗(R2)は、偏りと参照値の線形関係で説明される偏りの分散の割合を表します。
計算式
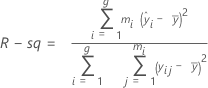
表記
| 用語 | 説明 |
|---|---|
 | i番目の適合された応答 |
 | 偏りの平均 |
| yij | i番目の部品のj番目の測定値の偏り |
| g | 部品数 |
| mi | i番目の部品の反復数 |
S
Sは、回帰直線付近の標準偏差σの推定値です。
計算式

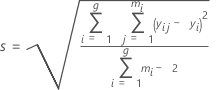
表記
| 用語 | 説明 |
|---|---|
| xi | 部品iの参照値 |
| yij | i番目の部品のj番目の測定値の偏り |
| g | 部品数 |
| mi | i番目の部品の反復数 |
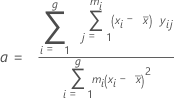
傾き、定数
偏り対参照値プロットの回帰直線は、次の形になります。
計算式
回帰直線の傾き(a)
回帰直線の切片(b)

表記
| 用語 | 説明 |
|---|---|
| a | 傾き |
| b | 切片 |
| xi | 部品iの参照値 |
 | すべての部品の平均参照値 |
| yij | i番目の部品のj番目の測定値の偏り |
| g | 部品数 |
| mi | i番目の部品の反復数 |
 | 全体の偏りの平均 |