ステップ1: 適合回帰直線を調べて線形性を評価する
線形性により、測定システムの予測動作範囲内で平均バイアスの差が評価されます。
偏り対参照値のプロットを使用して、各部品で偏り値がどのように異なるかを調べます。各参照値に対して、青い円は偏り値を表し、赤い正方形は平均の偏り値を表しています。
偏りとは、部品の参照値と測定者による部品の測定値との差です。ゲージの偏り表の偏りのリストに平均の偏り値も表示されます。
偏りの値には、最小二乗法を使って直線が当てはめられています。データは水平方向の直線を形成するのが望ましく、これは偏りが部品のサイズによって変化せず、測定システムに有意な偏りがないことを示します。水平方向の直線が0に近い場合、観測された平均測定値と参照値との差が非常に小さく、これもシステムに有意な偏りがないことを示します。
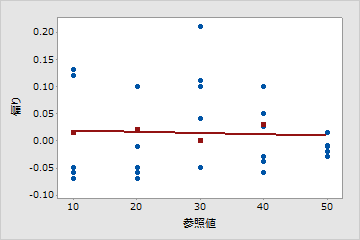
偏りが全部品にわたって非常に小さい
これは理想的なケースですが、線は水平で0に近似しています。偏りは部品ごとに非常に小さく、水平線は、線形性に問題がないことを示しています。
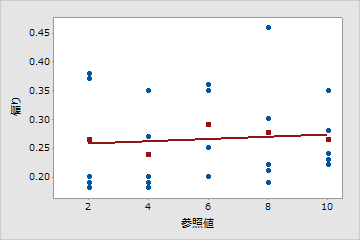
線形性の問題はないように見える
プロットされた線は水平に近く、平均バイアスは相対的に一定で、参照値によって変わることを示しています。この例では、すべての部品の測定値は対応する参照部品の測定値よりも高くなります。
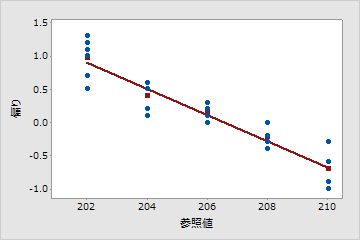
線形性の問題があるように見える
プロットされた線は傾いています。この例では、より小さい部品の測定値は、対応する参照部品の値よりも高いです。より大きい部品の測定値は、対応する参照部品の値よりも低いです。
ステップ2: ゲージの線形性が統計的に有意かどうかを判断する
一般的に、適合線の傾きがゼロに近いほど、ゲージの線形性が良好です。適合線が水平で0に近いのが理想的です。
- p値が0.05より大きい場合、線形性が存在しないと結論付け、偏りを評価することができます。平均の偏りのp値を使用して、平均の偏りが有意に0と異なるかどうかを評価します。
- p値が0.05以下の場合、線形性の問題があると結論付けることができます。各個別参照値では偏りを評価できますが、全体の偏りは評価できません。有意な線形性が存在する場合、異なる参照値では偏りが異なるため、全体の偏りを評価できません。つまり、線形性が統計的に有意な場合、個別の参照水準の偏りのp値のみを解釈します。
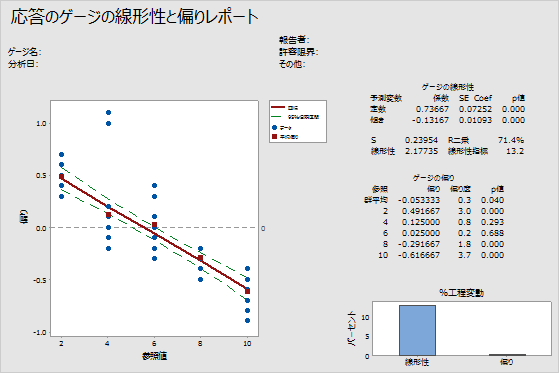
主要な結果: ゲージの線形性のp値
これらの結果では、傾きのp値は0.000であり、これは傾きが有意で、測定システムに線形性が存在することを意味しています。線形性が統計的に有意であるため、全体の偏りの平均値ではなく個別の偏り値を使用する必要があります。
ステップ3: ゲージの偏りが統計的に有意かどうかを判断する
偏りとは、部品の参照値と測定者による部品の測定値との差です。各参照値の偏り度および平均偏り度を調べます。平均偏り度は工程変動における偏りのパーセントです。
- 正の偏りはゲージの測度が高いことを示しています。
- 負の偏りはゲージの測度が低いことを示しています。
ゲージの測定が正確な場合、偏り度の値も小さくなります。
p値を使用して、各参照値および偏りの平均で、偏り = 0かどうかを検定します。
主要な結果: 偏り度、ゲージの偏りのP
これらの結果では、偏り度の値は0.2~3.7で、そのp値は0.000~0.688とさまざまです。線形性が存在するため、偏りのp値は個別参照水準に対してのみ解釈し、全体の偏りの平均値は使用しません。参照値2、8、および10には偏りがありますが、参照値4および6の測定値には偏りがないように見えます。