ステップ1:EMP統計量を使用して測定システムを分類する
EMP統計量を使用して、測定システムが工程改善活動に使用するのに十分であるかどうかを判断します。分類ガイドラインの表は、テスト1またはテスト1、5、6、8について、X-bar管理図が10個のサブグループ内に管理外の点を持つ警告の確率を示しています。ファーストクラスとセカンドクラスの測定システムは、通常、テスト1を使用するXバー管理図を使用したプロセス改善活動に使用するのに十分です。第3クラスの測定システムは、通常、ルール1、5、6、および8を使用するXバーチャートを使用して、プロセス改善活動に使用するのに十分です。
EMP統計量
| 統計量 | 値 | 分類 |
|---|---|---|
| テスト-再テストエラー | 0.1999 | |
| 自由度 | 78.0000 | |
| 確率誤差 | 0.1349 | |
| 組内相関(偏りなし) | 0.9645 | 第1組 |
| 組内相関(偏りあり) | 0.9224 | 第1組 |
| 偏りの影響 | 0.0421 |
分類ガイドライン
| 分類 | 組内相関 | プロセス信号の減衰 | 警告の確率、テスト1* | 警告の確率、テスト* |
|---|---|---|---|---|
| 第1組 | 0.80 - 1.00 | 11%未満 | 0.99 - 1.00 | 1.00 |
| 第2組 | 0.50 - 0.80 | 11 - 29% | 0.88 - 0.99 | 1.00 |
| 第3組 | 0.20 - 0.50 | 29 - 55% | 0.40 - 0.88 | 0.92 - 1.00 |
| 第4組 | 0.00 - 0.20 | 55%超 | 0.03 - 0.40 | 0.08 - 0.92 |
主要な結果: 分類
これらの結果では、分類ガイドラインは、測定システムが一流であることを示しています。測定値には100分の1の位が含まれていますが、推定誤差は10分の1を超えています。結果は、測定値が100分の1位ではなく10分の1位に行くことを推奨しています。
ステップ2:グラフを使用して改善の機会を特定する
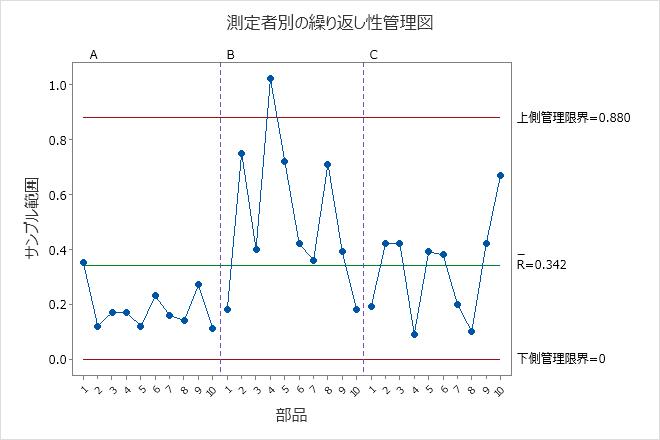
- 測定者別の繰り返し性管理図
- 上側臨界距離の上にデータ点が分布するかどうかを示します。
測定者が一貫性のある測定を行っている場合、データ点は臨界距離内に分布します。
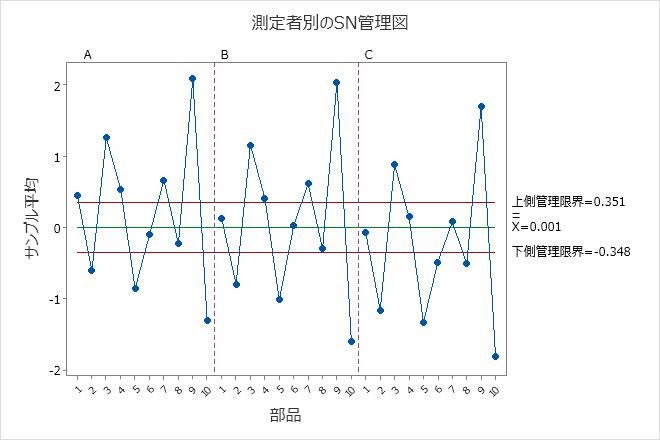
- 測定者別のSN管理図
- 大部分のデータ点が臨界距離の下に分布しているかどうかを示します。
ゲージ分析に選択する部品は、典型的な部品間変動性を表す必要があります。このため、部品の平均間の変動はより大きくなり、グラフでは、ほとんどの点が管理限界を超えることが予想されます。
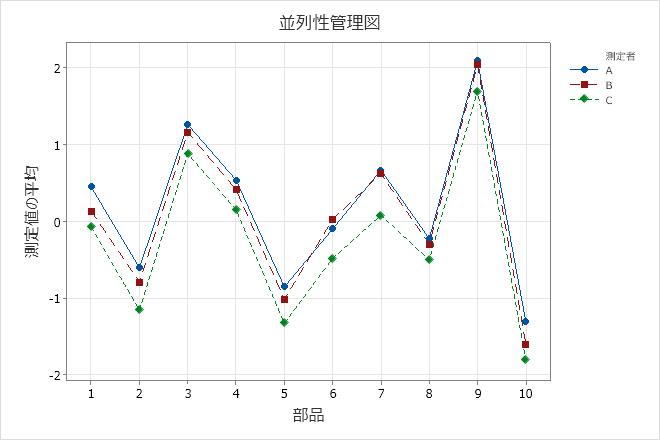
- 並列性管理図
- 測定者ごとの測定値に接続している線が類似しているかどうか、または線が互いに交差するかどうかを示しています。
線が一致する場合、測定者の測定値が類似していることを示します。平行でない線や交差している線は、測定者が部品を一貫して測定する能力が、どの部品を測定するかによって異なることを示します。他の線よりも一貫して高いまたは低い線は、測定者が一貫して高くまたは低く測定していることにより、測定値に偏りが加わっていることを示します。
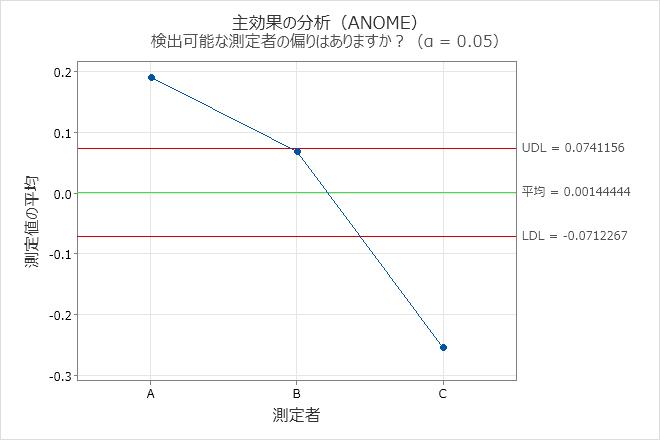
- 主効果の分析(ANOME)
- 部品間の差と比較して測定者間の差が小さいかどうかを示します。
決定限界内の点は、各測定者の平均測定値が類似していることを示しています。
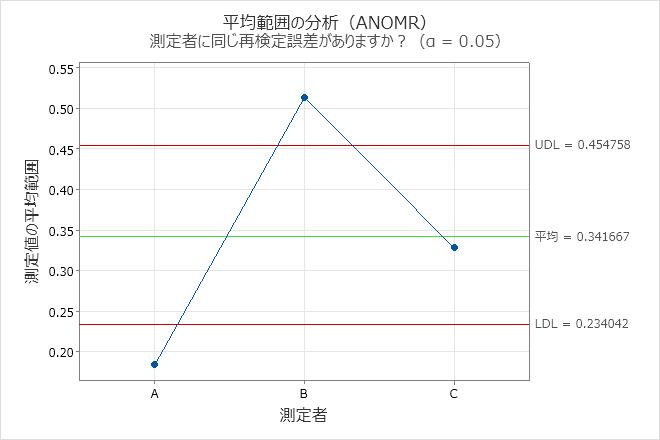
- 平均範囲の分析(ANOMR)
- 測定者同士の測定が一貫しているかどうかを示します。
決定限界内の点は、各測定者の平均範囲が類似していることを示しています。
主要な結果管理図
繰り返し性管理図では、測定者Bによる部品4のサンプル範囲が上側管理限界を超えています。測定システムを改善する機会を特定するには、このサンプルを調査して、広い範囲を説明する特殊原因を調べます。
SN管理図では、各測定者について少なくとも7つの点が管理外です。部品を区別する測定システムの能力は十分であるように思われます。
並列度プロットでは、測定者Aの測定値は他の測定者の測定値よりも一貫して大きく、測定者Cの測定値は一貫して他の測定値よりも小さくなっています。ANOME管理図の決定限界を使用して、これらの差が測定システムが区別するのに十分な大きさであることを確認します。
ANOME管理図では、測定者Aの点が上側決定限界を上回り、測定者Cの点が下側決定限界を下回っています。測定システムは、測定者Aの測定値の平均が高く、測定者Cの測定値の平均が低いことを示しています。測定システムを改善するには、オペレーター間の差異を減らします。
ANOMR管理図では、測定者Bの点が上側決定限界を上回っています。この結果は、繰り返し性管理図の測定者Bの管理外の点と一致しています。