あるエンジニアが予想される工程変動範囲を代表する10個の部品を選択します。3名の測定者がその10個の部品をランダムな順序で3回ずつ測定します。
エンジニアは、交差EMP分析を実行して、測定システムからの測定値のばらつきを評価します。
- サンプルデータ、ゲージデータ.MWXを開きます。
- を選択します。
- 部品に部品を入力します。
- 測定者に測定者を入力します。
- 測定に測定値を入力します。
- 分析法 で、分散分析 を選択します。
- 各ダイアログボックスのOKをクリックします。
結果を解釈する
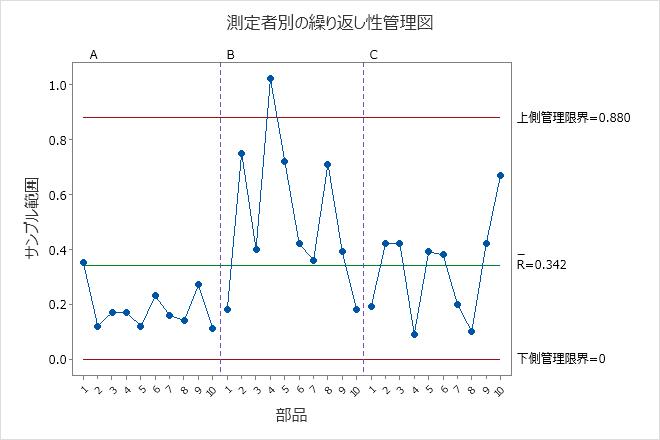
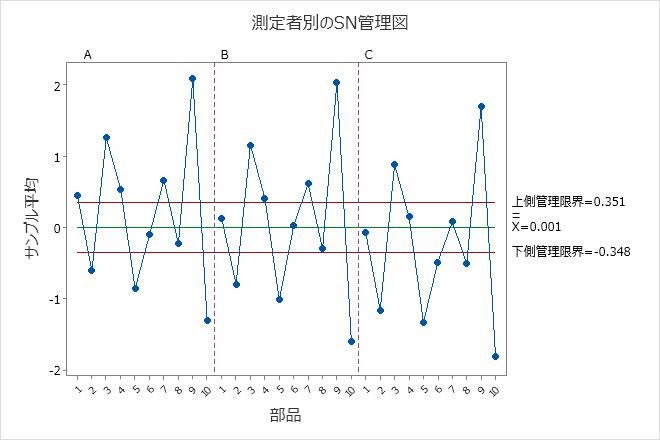
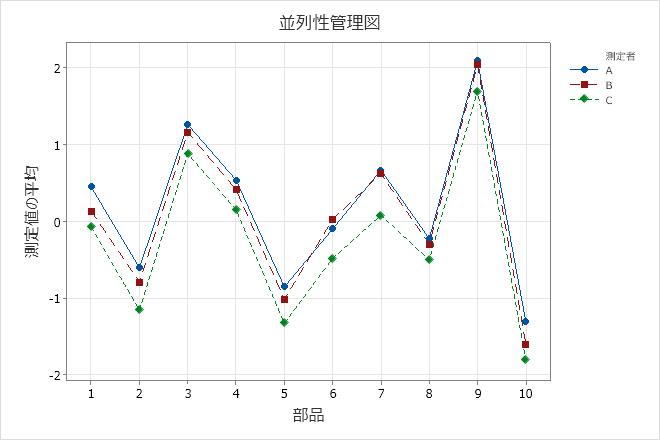
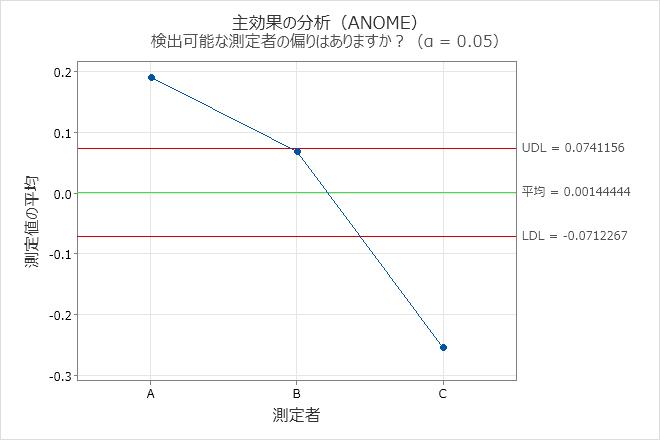
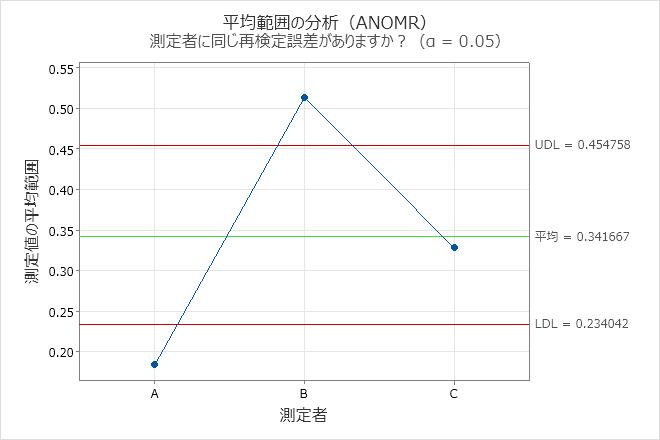
分散成分の表とプロットは、測定システムを改善する機会を示しています。たとえば、繰り返し性管理図の点が管理限界の外側にあるとします。この点を調査して、潜在的な測定の問題を特定します。主効果分析プロットと平均範囲分析プロットの決定限界の外側の点は、測定者が部品の測定方法が異なることを示しています。測定システムを改善するために、オペレーターが部品をどのように測定するかを調査します。並列処理プロットは、演算子間の違いに関する洞察を提供します。これらのデータでは、平行度プロットは、測定者Cがすべての部品の平均測定値が最も小さいことを示しています。
分類ガイドラインの表は、テスト1またはテスト1、5、6、8について、X-bar管理図が10個のサブグループ内に管理外の点を持つ警告の確率を示しています。通常、第1級および第2級の測定システムは、テスト1を使用するXバー管理図を使用したプロセス改善活動に十分です。通常、第3クラスの測定システムは、ルール1、5、6、および8を使用するXバーチャートを使用したプロセス改善活動に十分です。これらのデータでは、EMP統計は測定システムが一流であることを示しています。測定システムには改善の余地がありますが、このシステムは多くのプロセス改善活動に十分対応できます。
測定の有効分解能テーブルは、測定の精度と測定システムの推定誤差を比較します。これらのデータでは、測定値には100分の1の場所が含まれていますが、おそらく誤差は10分の1を超えています。結果は、測定値が100分の1位ではなく10分の1位に行くことを推奨しています。エンジニアは、測定値を四捨五入し、新しいEMP統計量を調べて、結論が同じであることを確認することを計画しています。
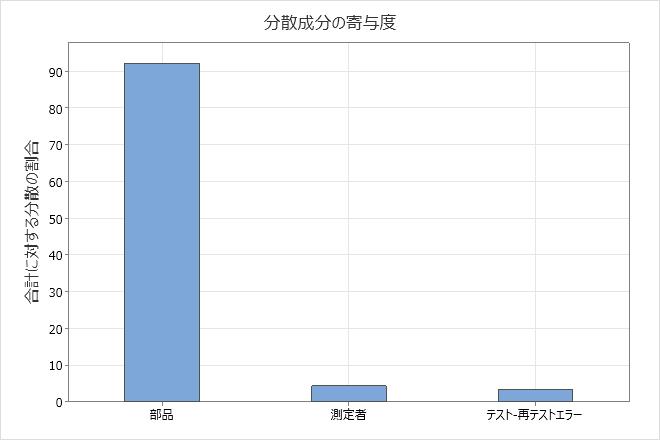
分散成分
| 要因 | 分散 | %合計 | 標準偏差 |
|---|---|---|---|
| テスト-再テストエラー(繰り返し性) | 0.03997 | 3.394 | 0.19993 |
| 測定者(再現性) | 0.05146 | 4.368 | 0.22684 |
| 部品(製品変動) | 1.08645 | 92.238 | 1.04233 |
| 合計 | 1.17788 | 100.000 | 1.08530 |
EMP統計量
| 統計量 | 値 | 分類 |
|---|---|---|
| テスト-再テストエラー | 0.1999 | |
| 自由度 | 78.0000 | |
| 確率誤差 | 0.1349 | |
| 組内相関(偏りなし) | 0.9645 | 第1組 |
| 組内相関(偏りあり) | 0.9224 | 第1組 |
| 偏りの影響 | 0.0421 |
分類ガイドライン
| 分類 | 組内相関 | プロセス信号の減衰 | 警告の確率、テスト1* | 警告の確率、テスト* |
|---|---|---|---|---|
| 第1組 | 0.80 - 1.00 | 11%未満 | 0.99 - 1.00 | 1.00 |
| 第2組 | 0.50 - 0.80 | 11 - 29% | 0.88 - 0.99 | 1.00 |
| 第3組 | 0.20 - 0.50 | 29 - 55% | 0.40 - 0.88 | 0.92 - 1.00 |
| 第4組 | 0.00 - 0.20 | 55%超 | 0.03 - 0.40 | 0.08 - 0.92 |
測定の有効な分解能
| 要因 | 値 |
|---|---|
| 確率誤差(PE) | 0.134853 |
| 増分の下限(0.1 * PE) | 0.013485 |
| 最小有効増分(0.22 * PE) | 0.029668 |
| 現在の測定増分 | 0.010000 |
| 最大有効増分(2.2 * PE) | 0.296676 |