ステップ1: 分散分析表を使用して、有意な因子と交互作用を特定する
- 部品: 部品による変動。
- 測定者: 測定者による変動。
- 測定者*部品: 測定者と部品の交互作用による変動。ある測定者が異なる部品に対して異なる測定を行った場合には、交互作用が存在します。
- 誤差または繰り返し性: 部品、測定者、または部品と測定者の交互作用によって説明できない変動。
注
分析法でXbarとRオプションを選択した場合、分散分析表は表示されません。
測定者と部品の交互作用のp値が0.05以上の場合は有意ではないため、Minitabではその交互作用が削除され、交互作用を含まない2番目の分散分析表が生成されます。
二元配置の分散分析表 (交互作用あり)
| 要因 | 自由度 | 平方和 | 平均平方 | F値 | p値 |
|---|---|---|---|---|---|
| 部品 | 9 | 88.3619 | 9.81799 | 492.291 | 0.000 |
| 測定者 | 2 | 3.1673 | 1.58363 | 79.406 | 0.000 |
| 部品 * 測定者 | 18 | 0.3590 | 0.01994 | 0.434 | 0.974 |
| 繰り返し性 | 60 | 2.7589 | 0.04598 | ||
| 合計 | 89 | 94.6471 |
二元配置の分散分析表 (交互作用なし)
| 要因 | 自由度 | 平方和 | 平均平方 | F値 | p値 |
|---|---|---|---|---|---|
| 部品 | 9 | 88.3619 | 9.81799 | 245.614 | 0.000 |
| 測定者 | 2 | 3.1673 | 1.58363 | 39.617 | 0.000 |
| 繰り返し性 | 78 | 3.1179 | 0.03997 | ||
| 合計 | 89 | 94.6471 |
主要な結果: P
これらの結果では、p値は0.974であるため、最終モデルから交互作用を除外した2番目の二元配置分散分析表が生成されます。
ステップ2:測定誤差の各要因による変動を評価する
- 合計ゲージR&R: 繰り返し性および再現性の分散成分の和。
- 繰り返し性:同じ測定者は同じ部品を複数回測定するときの測定値の変動。
- 再現性:異なる測定者が同じ部品を測定したときの測定値の変動。
- 部品間:異なる部品によって生じる測定値の変動。
理想的には、反復性および再現性による変動性がほぼないことが望ましいです。部品間の差により変動のほとんどが説明できます。
分散成分
| 要因 | 分散成分 | (分散成分の)寄与度 |
|---|---|---|
| 合計ゲージR&R | 0.0020816 | 6.82 |
| 繰り返し性 | 0.0011541 | 3.78 |
| 再現性 | 0.0009275 | 3.04 |
| 部品間 | 0.0284585 | 93.18 |
| 全変動 | 0.0305401 | 100.00 |
主要な結果: 分散成分、寄与度
部品間変動の寄与度は93.18%です。これは、部品間の分散成分値およそ0.0285を全変動およそ0.0305で割り、100%を掛けたものです。部品間変動の寄与度が高い場合、測定システムは確実に部品を区別できます。
ゲージ評価
| 要因 | 標準偏差 (SD) | 基準変動 (6×SD) | %基準変動(%SV) | %公差 (SV/公差) |
|---|---|---|---|---|
| 合計ゲージR&R | 0.045625 | 0.27375 | 26.11 | 27.37 |
| 繰り返し性 | 0.033972 | 0.20383 | 19.44 | 20.38 |
| 再現性 | 0.030455 | 0.18273 | 17.43 | 18.27 |
| 部品間 | 0.168696 | 1.01218 | 96.53 | 101.22 |
| 全変動 | 0.174757 | 1.04854 | 100.00 | 104.85 |
主要な結果: %基準変動
測定システムの変動を全変動と比較する際には、%基準変動を使用します。%基準変動は、工程変動を使用し、これは工程標準偏差の6倍で定義されます。Minitabでは、公差値を入力すると、%公差列が表示され、基準変動の経験値を入力すると%工程変動列が表示されます。
AIAGのガイドラインによれば、測定システムの変動が工程変動の10%未満であれば、測定システムを許容できます。%基準変動、%公差、および%工程変動がすべて10%より大きいため、測定システムに改善の必要がある可能性があります。詳細は、測定システムは許容範囲内かを参照してください。
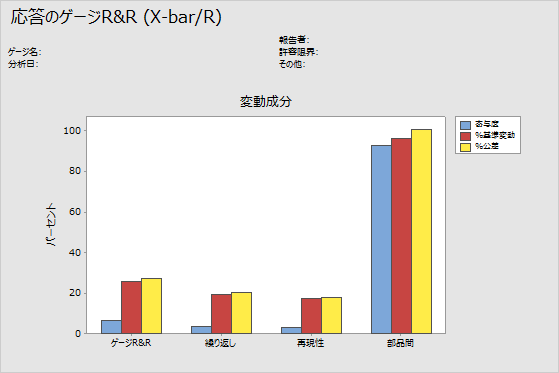
主要な結果: 変動成分グラフ
変動成分グラフには、変動誤差の要因による変動が示されます。Minitabでは、公差値を入力すると、%公差バーが表示され、基準変動の経験値を入力すると%工程変動バーが表示されます。
このグラフは、部品間変動が繰り返し性と再現性による変動より大きいことを示していますが、合計ゲージR&R変動が10%より高く、許容されない可能性があります。
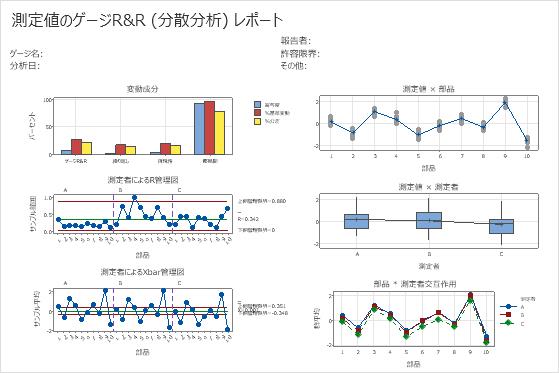
ステップ3:グラフを調べて、より多くのゲージ分析の情報を得る
- 分散成分のグラフ
- 最大の分散成分が部品間変動かどうかを示します。
- 測定者別のR管理図
- 上側臨界距離の上にデータ点が分布するかどうかを示します。
- 測定者別のXbar管理図
- 大部分のデータ点が臨界距離の下に分布しているかどうかを示します。
- 部品グラフによる測定
- 部品ごとの複数の測定値が近似するかどうかを示します。
- 測定者グラフによる測定
- 部品間の差と比較して測定者間の差が小さいかどうかを示します。
- 測定者*部品の交互作用グラフ
- 測定者ごとの測定値に接続している線が類似しているかどうか、または線が互いに交差するかどうかを示しています。