ある缶詰工場の品質エンジニアが、缶詰工程が正常に管理されているかどうかを評価します。エンジニアは1時間ごとに10缶から成るサブグループを収集します。サブグループ内(缶ごとの)変動を最小化するため、任意のサブグループの缶は短時間で収集します。
品質エンジニアは、缶の重量を監視するためにXbar-S管理図を作成します。
- 標本データを開く、 缶重量.MWX.
- を選択します。
- ドロップダウンリストから、すべての観測値が1つの列にあるを選択して、重量を入力します。
- サブグループサイズにサブグループIDを入力します。
- Xbar-Sオプションをクリックします。
- 検定タブで、1点>中心線からのK標準偏差(検定1)、連続するK点が中心線の片側にある(検定2)および連続するK点が中心線から1標準偏差内にある (両側)(検定7)を選択します。特定の状況にどの検定を適用すべきかわからない場合は、最初にデータに基づく管理限界を確立するときに、検定1、2、7を使用します。管理限界が確立されたら、これらの限界の既知の値を使用できるため、テスト7は必要なくなります。
- 各ダイアログボックスでOKをクリックします。
結果を解釈する
まずS管理図を解釈します。すべての点は管理限界内にあり、点はランダムパターンを示しています。したがって、工程変動は正常に管理されており、Xbar管理図で工程中心を調べることができます。
Xbar管理図では、1点が検定1で不合格になります(1点が中心線から3標準偏差を超えています)。
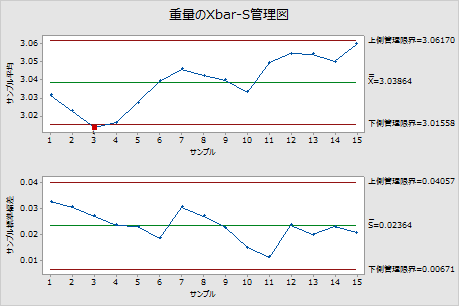
重量のXbar管理図の検定結果
| 検定1。1点が中心線から3.00標準偏差を超えています。 |
|---|
| 検定が不合格となった点: 3 |