あるプラスチック部品会社の品質エンジニアが、射出成形工程を監視します。機械には5個の部品を同時に生産する金型が付いています。エンジニアは、5個の部品から成るサブグループを20個収集します。そして、同時に生産された部品間のサブグループ内変動とバッチ間のサブグループ間変動の両方を監視します。
エンジニアは、射出成形工程を監視するためにI-MR-R/S管理図を作成します。
- 標本データを開く、 射出成形.MWX.
- を選択します。
- ドロップダウンリストから、すべての観測値が1つの列にあるを選択して、部品を入力します。
- サブグループサイズにサブグループを入力します。
- I-MR-R/Sオプションをクリックします。
- 検定タブをクリックし、1点>中心線からのK標準偏差(検定1)および連続するK点が中心線の片側にある(検定2)を選択します。特定の状況でどのテストが適用されるのかわからない場合は、検定1と2を使用します。
- 各ダイアログボックスでOKをクリックします。
結果を解釈する
移動範囲管理図の検定1で1つのサブグループが不合格になり、R管理図の検定1で1つの点が不合格になりました。サブグループ間変動とサブグループ内変動が管理外れです。I管理図の特殊原因の検定で不合格になったサブグループはありません。I管理図では工程場所での管理欠如を示す証拠は見られません。
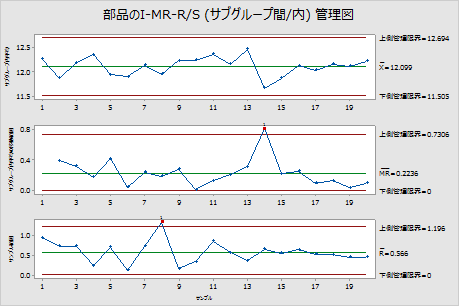
部品のサブグループ平均のMR管理図の検定結果
| 検定1。1点が中心線から3.00標準偏差を超えています。 |
|---|
| 検定が不合格となった点: 14 |
部品のR管理図の検定結果
| 検定1。1点が中心線から3.00標準偏差を超えています。 |
|---|
| 検定が不合格となった点: 8 |
標準偏差
| サブグループ間 | 0.165737 |
|---|---|
| サブグループ内 | 0.243244 |
| サブグループ間/内 | 0.294341 |