Z-MR管理図は、ショートラン工程など、各部品のユニット数が比較的少ない場合に、それぞれの部品の平均と変動を監視するために使用します。
実行期間の短い工程では、工程パラメータの良好な推定値を計算するのに足りるだけのデータを、1回の実行から得ることができない場合がよくあります。単一の機械または工程で多数の異なる部品または製品を生産するかもしれません。たとえば、ある部品を20個生産した後、生産機械の設定を変えて別の部品を生産する場合などです。実行の規模が推定値を計算するに十分であっても、その工程で生産されたすべての部品の平均や標準偏差が同じになるとは考えられないため、部品ごとに管理図を作成することが必要となります。短期間実行の管理図を使えば、データがいろいろな方法で合算、標準化されるため、上記のような問題点を解決することができます。もっとも一般的な手法は、工程で生産される各部品または各バッチに固有の平均値と標準偏差があると仮定します。平均値と標準偏差が得られたら、標準化するため、工程データから平均を引いたものを標準偏差で割ります。Z-MR管理図では標準化された個別の観測値(z)と移動範囲がプロットされるので、1つの管理図上で別々の実行から得られるデータを評価することができます。
ある製造会社が、金属の打ち抜き工程の安定性を評価したいと考えているとします。8回のみの実行の中から3回測定を行ったので、Z-MR管理図を使用して部品の平均と変動を監視します。
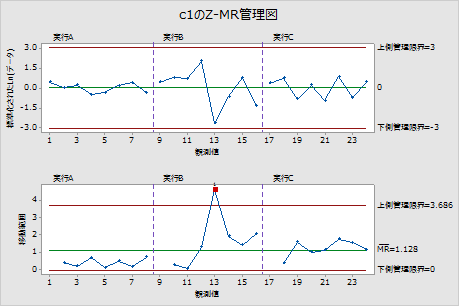
実行Bの標準値は、実行Aや実行Cの標準値よりも変動が大きいように見えます。MR管理図では、上側管理限界を超えて位置する点が1つあり、変動のパターンが非ランダムです。この工程は、特別原因の影響を受けている可能性があります。
この管理図の場所
Z-MR管理図を作成するには、を選択します。
代替管理図を使用する場合
工程に短い実行が含まれていない場合は、I-MR管理図を使用します。