ある製造会社が、短期間実行により金属部品の小さいバッチを作成します。品質管理責任者は、3回の実行からの部品を測定し、打ち抜き工程の安定性を評価します。
責任者は、打ち抜き工程を監視するためにZ-MR管理図を作成します。
- 標本データを開く、 打ち抜き部品.MWX.
- を選択します。
- 変数に打ち抜きデータを入力します。
- 部品標識に実行を入力します。
- Z-MRオプションをクリックします。
- 推定タブで、観測値のグループを定義する方法の下のサイズ別 (すべての観測値を組み合わせる、対数を使用)を選択します。品質技師は経験から、測定サイズが大きくなると、分散も大きくなることを知っています。そのため、サイズ別 (すべての観測値を組み合わせる、対数を使用)方法を使用して、工程標準偏差を推定します。
- 検定タブをクリックし、1点>中心線からのK標準偏差(検定1)および連続するK点が中心線の片側にある(検定2)を選択します。特定の状況にどの検定を適用すべきかわからない場合は、最初にデータに基づく管理限界を確立するときに、検定1、2、7を使用します。管理限界が確立されたら、これらの限界の既知の値を使用できるため、検定7は必要なくなります。
- 各ダイアログボックスでOKをクリックします。
結果を解釈する
移動範囲管理図の点13は、管理限界の上にあります。さらに、実行Aは、実行Bまたは実行Cに比べて、移動範囲の変動性が少ないようです。Z管理図でも複数の実行にわたる変動が見られます。これらの結果に基づき、現在特殊原因が工程に影響している可能性が見出せます。
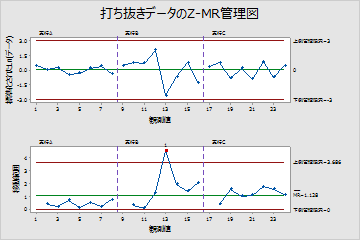
打ち抜きデータのMR管理図の検定結果
| 検定1。1点が中心線から3.00標準偏差を超えています。 |
|---|
| 検定が不合格となった点: 13 |