Xbar管理図
Xbar管理図では、各サブグループ内の測定値の平均がプロットされます。中心線は、すべてのサブグループの平均値の平均です。管理限界は中心線から上下3標準偏差に設定され、サブグループ平均における期待変動量を示します。
サブグループサイズが1を超える場合には、Xbar管理図が表示されます。
解釈
Xbar管理図を用いて、工程平均を監視し、工程が能力を分析するのに十分安定しているかを判断します。
赤の管理限界を超えている点は、工程が安定していない可能性および能力分析の結果が信頼できない可能性があることを示します。工程能力分析の前に、管理外点の原因を判別し、特殊原因による変動を排除します。
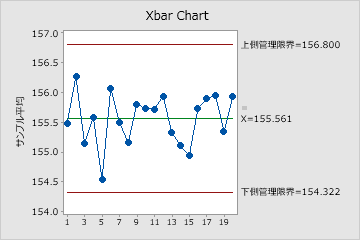
これらの結果では、各点が中心線の周囲にランダムに広がっており、管理限界の範囲内にあります。トレンドまたはパターンは見られません。工程中心には、工程の能力を分析するのに十分な安定性があります。
I管理図
I管理図では、個々の観測値がプロットされます。中心線は工程平均の推定値です。管理限界は、個々のサンプル値で予想される変動量を示します。非正規データの場合、Minitabはデータから確率密度関数を推定し、この関数を使用して0.135番目および99.865番目の百分位数を計算します。これらの百分位数に対応する値は、下限と上限の管理限界を表します。
サブグループのサイズ=1の場合、MinitabではI管理図が表示されます。
解釈
I管理図を用いて、個別の測定値が管理されているかを評価し、工程が能力を分析するのに十分安定しているかを判断します。
赤の管理限界を超えている点は、工程が安定していない可能性および能力分析の結果が信頼できない可能性があることを示します。工程能力分析の前に、管理外点の原因を判別し、特殊原因による変動を排除します。
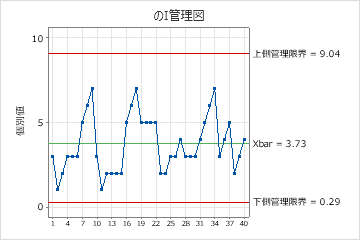
この管理図では、各点が中心線の周囲にランダムに広がっており、管理限界の範囲内にあります。トレンドまたはパターンは見られません。工程中心には、工程の能力を分析するのに十分な安定性があります。
R管理図
R管理図では、サブグループ内の範囲がプロットされます。サブグループのサイズが一定の場合、R管理図の中心線は、すべてのサブグループ内の範囲の平均です。サブグループのサイズが異なる場合、中心線の値はサブグループのサイズによって異なります。これはサブグループが大きいほど範囲が大きくなる傾向にあるためです。管理限界は中心線から上下3標準偏差に設定され、サブグループ範囲における期待変動量を示します。
サブグループサイズが2~9の場合には、R管理図が表示されます。
解釈
R管理図を用いて、工程変動を監視し、工程が能力を分析するのに十分安定しているかを判断します。このR管理図には、サブグループ間変動が正常に管理されているかが示されます。
赤の管理限界を超えている点は、工程が安定していない可能性および能力分析の結果が信頼できない可能性があることを示します。工程能力分析の前に、管理外点の原因を判別し、特殊原因による変動を排除します。
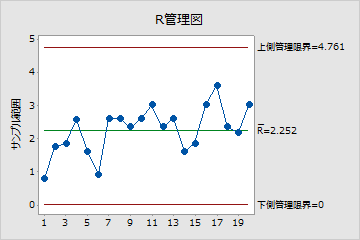
これらの結果では、各点が中心線の周囲にランダムに広がっており、管理限界の範囲内にあります。トレンドまたはパターンは見られません。工程変動には、工程の能力を分析するのに十分な安定性があります。
S管理図
S管理図では、サブグループ内の標準偏差がプロットされます。中心線は、すべてのサブグループの標準偏差の平均を示します。管理限界は中心線から上下3標準偏差に設定され、サブグループの標準偏差における期待変動量を視覚的に表示します。
サブグループサイズが9以上の場合には、S管理図が表示されます。
解釈
S管理図を用いて、工程変動(標準偏差)を監視し、工程が能力を分析するのに十分安定しているかを判断します。このS管理図には、サブグループ間変動が正常に管理されているかが示されます。
赤の管理限界を超えている点は、工程が安定していない可能性および能力分析の結果が信頼できない可能性があることを示します。工程能力分析の前に、管理外点の原因を判別し、特殊原因による変動を排除します。
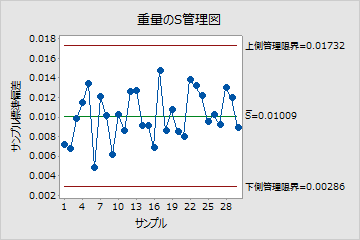
これらの結果では、各点が中心線の周囲にランダムに広がっており、管理限界の範囲内にあります。トレンドまたはパターンは見られません。工程変動には、工程の能力を分析するのに十分な安定性があります。
移動範囲(MR)管理図
移動範囲管理図では、移動範囲がプロットされます。中心線は、すべての移動範囲の平均値です。管理限界は中心線から上下3標準偏差に設定され、移動範囲における期待変動量を示します。
サブグループのサイズ=1の場合、MinitabではMR管理図が表示されます。
解釈
MR管理図を用いて、工程変動(移動範囲)を監視し、工程が能力を分析するのに十分安定しているかを判断します。MR管理図に、観測値間の変動が正常に管理されているかが示されます。
赤の管理限界を超えている点は、工程が安定していない可能性および能力分析の結果が信頼できない可能性があることを示します。工程能力分析の前に、管理外点の原因を判別し、特殊原因による変動を排除します。

これらの結果では、各点が中心線の周囲にランダムに広がっており、管理限界の範囲内にあります。トレンドまたはパターンは見られません。工程変動には、工程の能力を分析するのに十分な安定性があります。
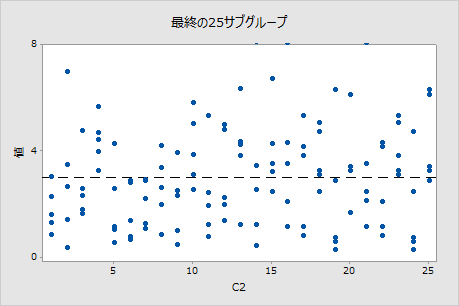
最終の25サブグループプロット
最後の25サブグループプロットには、最後の25サブグループそれぞれのデータ点と、全体の工程平均を示す線が表示されます。
解釈
最後の25サブグループプロットは、サブグループ内の観測値の分布が工程能力分析の要件を満たすかどうかを評価するために使用します。
- 外れ値が含まれるサブグループ
- サブグループ間での分布の変動
プロットに問題やサブグループ間での変動の証拠が示される場合、工程能力の結果は有効でなくなります。工程を調査し、サブグループ間でデータ値がランダムに分布しない理由を調べてください。
注
データのサブグループサイズが1の場合、同様に解釈される最後の25サブグループプロットが表示されます。
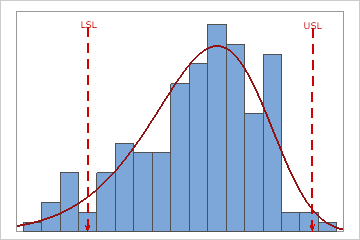
工程能力ヒストグラム
解釈
工程能力ヒストグラムは、分布適合および規格限界とサンプルデータの関係を視覚的に表示するために使用します。
分布の適合度を視覚的に評価するには、ヒストグラムのバーを曲線適合ラインと比較します。ヒストグラムでのデータの形状は、曲線とほぼ一致します。データが正規分布に従うかどうかを確認するには、確率プロットでの結果を使用します。
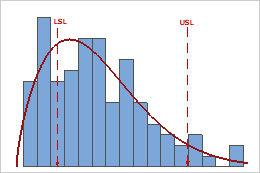
これらの結果では、工程広がりが規格広がりよりも大きく、これは工程能力が低いことを示しています。多くのデータは管理限界内にありますが、下側規格限界(LSL)より低い不適合品や上側規格限界(USL)より高い不適合品が多くあります。
注
工程内の不適合品の数を調べるには、全体のPPMの結果を使用します。
確率プロット
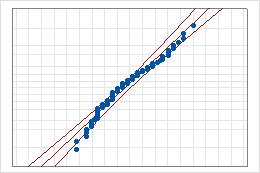
- 中央の線
- パラメータの最尤推定値に基づいて分布で期待される百分位数です。
- 信頼境界線
- 左側の曲線は、百分位数の信頼区間の下側の境界を示します。右側の曲線は、百分位数の信頼区間の上側の境界を示します。
- Anderson-Darling検定の統計量とp値
- 検定の結果により、データが分布に従うかどうかを判定します。
解釈
確率プロットは、分析で使用される非正規分布の適合度を評価するために使用します。
分布がデータにうまくあてはまる場合は、各点によりほぼ直線が形成されます。この直線から逸脱する場合は、その適合が許容されないことを示します。p値が0.05より大きい場合には、データは分析で使用される非正規分布に従うと仮定することができます。
p値が0.05より小さい場合は、データが選択した分布に従っておらず、工程能力分析の結果が正確でなくなる可能性があります。対象のデータについて効果性の高い非正規分布またはデータ変換を判断するには、個別の分布の識別を使用します。
工程能力図
工程能力図は、非正規工程能力シックスパックレポートの右下隅にあります。
- 最初の区間は、標準正規分布からの6σ区間を表し、工程測定値の99.74%がこの区間に含まれます。
- 規格区間は、選択された非正規分布および標準正規分布を使用してZ値に変換された規格限界を表します。
工程中心は、全体の工程広がり区間内の目盛りによって示されます。
解釈
工程能力プロットは、工程能力を視覚的に評価するために使用します。
全体の工程能力を視覚的に評価するには、図上で6σ区間を規格区間と比較します。6σ区間が規格区間より大きい場合は、工程を改善する必要があります。6σ区間が規格区間内に含まれている場合、その工程は規格に準拠した個体を生産していると結論付けることができます。