このトピックの内容
形状
分布の形状パラメータは、分布関数の形状を決定します。形状は、データから推定するか、これまでの工程に関する知識に基づいて設定します。
解釈
与えられた分布の形状パラメータは、データがどの程度対称かまたは歪んでいるかに影響を与えます。
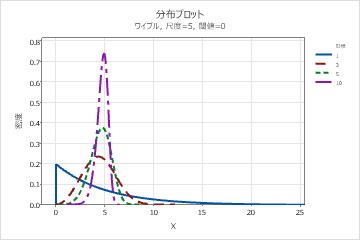
ワイブル分布での形状パラメータの影響
このグラフは、ワイブル分布でのさまざまな形状パラメータ値の影響を示しています。
尺度
分布の尺度パラメータにより、分布関数の尺度が決まります。尺度は、データから推定するか、これまでの工程に関する知識に基づいて設定します。
解釈
尺度パラメータは、データがどの程度広がっているかに影響を与えます。一般的に、尺度の値が大きいほど、分布は水平方向に広がって見えます。尺度の値が小さいほど、分布は水平方向に圧縮されて見えます。
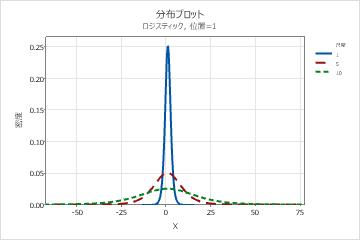
ロジスティック分布での尺度パラメータの影響
このグラフは、ロジスティック分布でのさまざまな尺度パラメータ値の影響を示しています。
位置
位置パラメータは、分布の位置に影響を与えます。位置はデータから推定するか、これまでの工程に関する知識に基づいて設定します。
解釈
位置パラメータは、X軸に沿ってデータをシフトすることによりデータの位置に影響を与えます。位置の値が正の場合はデータ分布が右側にシフトされ、負の場合は左側にシフトされます。
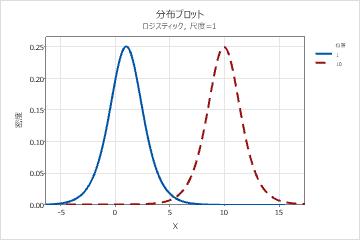
ロジスティック分布での位置パラメータの影響
このグラフは、ロジスティック分布でのさまざまな位置パラメータ値の影響を示しています。
しきい値
しきい値パラメータは、ランダム変数の最小値を推定します。しきい値は、データから推定するか、これまでの工程に関する知識に基づいて設定します。
解釈
しきい値パラメータは、分布からのデータに対して理論的に可能な最小値の位置を定義します。
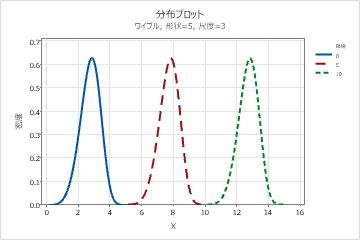
ワイブル分布でのしきい値パラメータの影響
このグラフは、ワイブル分布でのさまざまなしきい値パラメータ値の影響を示しています。
Pp
- Z値によって表された規格広がり。この区間は、標準正規分布のZ値の観点から見た、選択した非正規分布の本来の規格限界を表します。
- 標準正規分布の6-σ広がり。工程平均を中心とする6-σ広がりには、工程の測定値が正規分布に従う場合、その測定値の99.74%が含まれています。
このPpの定義は、Zスコア計算方法(デフォルト)に基づいています。詳細は、非正規データの全体工程能力を調べるためのZスコア法の使用を参照してください。
注
Ppインデックスを計算するには、下側規格限界(LSL)と上側規格限界(USL)の両方を指定する必要があります。上側規格限界または下側規格限界が、データをモデル化するために指定した分布の範囲を超える場合、デフォルトの方法を使用してPpを計算することはできません。計算方法を変更するには、を選択します。
解釈
工程広がりに基づいて全体の工程能力を評価するには、Ppを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Pp値が高いほど工程能力が高いことを示します。Pp値が低い場合は、その工程を改善する必要があることを示します。Pp < 1の場合、規格広がりは工程広がりより小さく、この工程では少なくとも99.74パーセントの規格準拠の部品を生産する能力がないことを示しています。
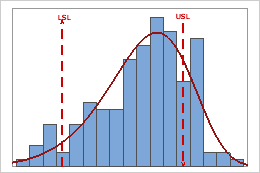
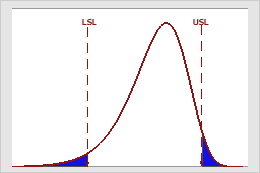
低いPp
この例では、規格広がりが工程広がりより相対的に小さくなっています。したがって、Ppの値が低く(≈ 0.40)、全体の工程能力は不良です。
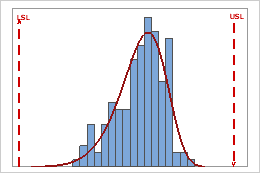
高いPp
この例では、規格広がりが工程広がりより相対的に大きくなっています。したがって、Ppの値が高く(≈ 1.80)、全体の工程能力は良好です。
-
工程の全体の能力を評価するには、Ppをベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppがベンチマークより低い場合、工程の変動を低減することで工程を改善する方法を検討します。
-
PpとPpkを比較して、工程の中央値が規格限界の中点と近いかどうかを評価します。Pp > Ppkの場合、工程の中央値は規格限界の中点と離れており、いずれかの規格限界に近いと言えます。
Ppk
- 標準正規スケールの下側規格限界(Z.LSL)または標準正規スケールの上側規格限界(Z.USL)のうち、どちらか小さいほうの値に基づく片側規格広がり。
- 広がりが6-σの標準正規分布の半分で、3になります。
Ppkの定義は、Zスコア計算方法(デフォルト)に基づいています。詳細は、非正規データの全体工程能力を調べるためのZスコア法の使用を参照してください。
注
上側と下側の規格限界の両方が、データをモデル化するために指定した分布の範囲を超える場合、デフォルトの方法を使用してPpkを計算することはできません。計算方法を変更するには、を選択します。
解釈
工程位置と工程広がりの両方に基づいて全体の工程能力を評価するには、Ppkを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Ppk値が高い 場合は、工程能力が高いことを示します。Ppk値が低い場合は、その工程を改善する必要があることを示します。
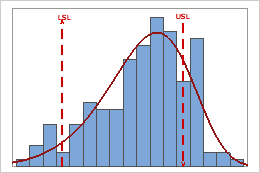
低Ppk
この例では、下側規格限界よりも上側規格限界に関連して、工程の性能が低下しています。したがって、Ppk値はPPU(≈ 0.40)と等しく、これは低い値であり、工程能力は不良であることを示します。
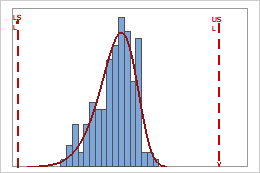
高Ppk
この例では、上側規格限界よりも下側規格限界に関連して、工程の性能が低下しています。したがって、Ppk値はPPL(≈ 1.40)と等しく、これは高い値であり、工程能力は良好であることを示します。
-
Ppk < 1の場合、規格広がりは工程広がりより小さく、これは0.13パーセントを超える工程出力が少なくとも1つの規格限界の外にあることを示しています。
-
Cpkを、工程で許容できる最低値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppkがベンチマークより低い場合、工程を改善する方法を検討します。
注意
Ppk指標は、工程測定値の「不良」側のみ、つまり工程の性能が低い側の工程能力を表しています。規格限界の両側に入る不適合部品が工程に含まれる場合は、工程能力グラフと、両方の規格限界の外側にある部品の確率を確認し、工程能力のついてさらに詳しく調べてください。
期待される全体性能のPPM合計
解釈
工程の全体変動に基づいて規格限界外になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
全体の工程能力のZベンチ
ベンチマークZ(全体)は、全体のσ工程能力の測度です。ベンチマークZの推定では、LSL未満の製品とUSLを上回る製品の確率を検討します。推定値は、この分析で指定する非正規分布の性能に基づいています。
注
Zベンチ測度を表示するには、オプションをクリックし、工程能力分析を実行したときのデフォルトの出力を工程能力統計量からZベンチに変更する必要があります。
解釈
全体のσ工程能力を評価するには、ベンチマークZ(全体)を使用します。
一般に、ベンチマークZの値が高い場合は、工程能力が高いことを示します。ベンチマークZの値が低い場合は、その工程を改善する必要があることを示します。可能な場合は、ベンチマークZを、工程の知識または業界の基準に基づくベンチマーク値と比較します。ベンチマークZがベンチマークより低い場合、工程を改善する方法を検討します。