このトピックの内容
Pp
- 規格広がり(USL~LSL)
- 全体標準偏差に基づく工程の広がり(6-σ変動)
Ppインデックスを計算するには、下側規格限界(LSL)と上側規格限界(USL)の両方を指定する必要があります。
解釈
工程の広がりに基づいて全体の工程能力を評価するには、Ppを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
Ppでは工程の位置が考慮されないため、Ppは中心化した場合に工程が達成する全体の工程能力を示します。一般にPp値が高い場合は、工程能力が高いことを示します。Pp値が低い場合は、その工程を改善する必要があることを示します。
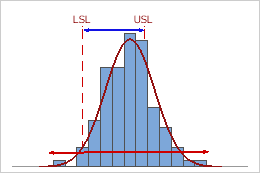
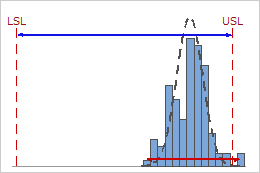
低いPp
この場合、規格広がりは、全体の工程広がりよりも小さくなっています。したがって、Ppの値が低く(0.40)、変動性に基づく全体の工程能力は不十分です。
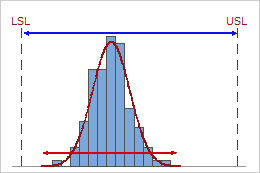
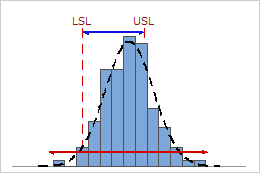
高いPp
この場合、規格広がりは、全体の工程広がりかなり大きくなっています。したがって、Ppの値が高く(1.80)、変動性に基づく全体の工程能力は良好です。
-
工程の全体の能力を評価するには、Ppをベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppがベンチマークより低い場合、工程の変動を低減することで工程を改善する方法を検討します。
-
PpとPpkを比較します。PpとPpkがほぼ等しい場合は、その工程は規格限界内で中心化しています。PpとPpkが異なる場合、工程は中心化されていません。
注意
Pp = 2.27
Pp = 2.27
十分かつ正確な分析を行うには、他の工程能力インデックス(Ppkなど)と組み合わせてグラフを使用して、データから意味のある結論を引き出します。
Ppk
- 工程平均から直近の規格限界(USLまたはLSL)までの距離
- 工程の全体の変動に基づく工程の片側の広がり(3-σ変動)
解釈
工程の位置と工程の広がりの両方に基づいて全体の工程能力を評価するには、Ppkを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Ppk値が高い場合は、工程能力が高いことを示します。Ppk値が低い場合は、その工程を改善する必要があることを示します。
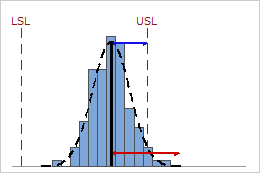
低Ppk
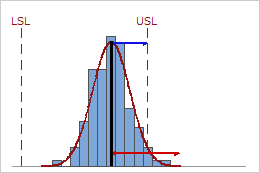
この例では、工程平均から直近の規格限界(USL)までの距離が片側工程広がりより小さくなっています。したがって、Ppkの値が低く(0.66)、全体の工程能力は不十分です。
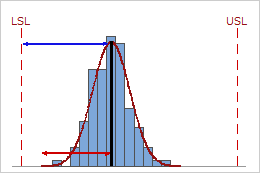
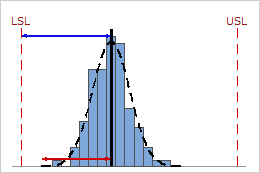
高Ppk
この例では、工程平均から直近の規格限界(LSL)までの距離が片側工程広がりより大きくなっています。したがって、Ppkの値が高く(1.68)、全体の工程能力は良好です。
-
Cpkを、工程で許容できる最低値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppkがベンチマークより低い場合、工程を改善する方法を検討します。
-
PpとPpkを比較します。PpとPpkがほぼ等しい場合は、その工程は規格限界内で中心化しています。PpとPpkが異なる場合、工程は中心化されていません。
-
PpkとCpkを比較します。工程が統計的に管理されている場合、PpkとCpkはほぼ等しいです。PpkとCpkの差は、工程のシフトとドリフトが除外された場合に期待できる工程能力の改善幅を表します。
注意
Ppkインデックスは、工程曲線の片側のみを表しており、工程曲線のもう一方の片側での工程の性能は測定されていません。
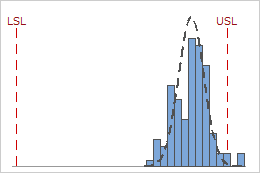
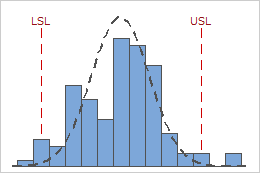
たとえば、次のグラフでは、同一のPpk値を持つ2つの工程が表示されています。しかし、1つの工程は両方の規格限界に違反しており、もう1つの工程は上側規格限界にのみ違反しています。
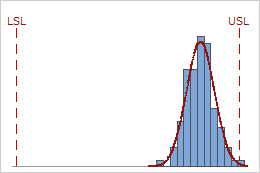
Ppk = min {PPL = 4.01, PPU = 0.64} = 0.64
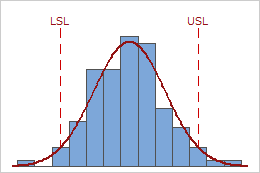
Ppk = PPL = PPU = 0.64
工程に規格限界の両側に入る不適合部品が含まれる場合は、ベンチマークZなどの他のインデックスを使用して工程能力をさらに十分に評価することを検討してください。
Cpm
Cpmは、全体の工程能力の測度です。Cpmでは、目標値からのデータの偏差量を考慮に入れて、規格広がりと工程データ広がりを比較します。
MinitabでCpmを計算するには、目標値を指定する必要があります。
解釈
全体の工程能力を規格の広がりと目標値の両方と比較して評価するには、Cpmを使用します。 全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Cpm値が高い場合は、工程能力が高いことを示します。値が低い場合は、その工程を改善する必要があることを示します。
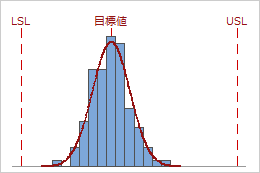
高いCpm
この例では、データが目標に達しており、規格限界内に入っています。したがって、Cpmは高く(1.60)なっています。
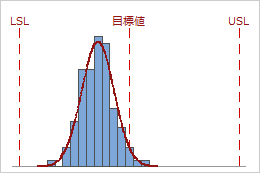
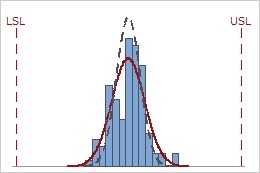
低いCpm
この例では、データが規格限界の内側に入ってますが、工程が目標から外れています。したがって、Cpmは低く(1.03)なっています。
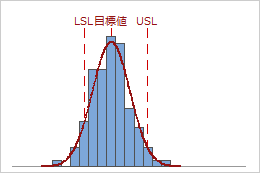
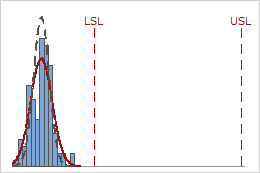
低いCpm
この例では、工程が目標に達していますが、一部のデータが規格限界内に入っていません。したがって、Cpmは低く(0.48)なっています。
Cpmを他の値と比較することにより、工程能力についてより詳しい情報を得ることができます。
-
工程の全体の能力を評価するには、Cpmをベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Cpmがベンチマークより低い場合、工程の変動を低減したり、位置をシフトするなど、工程を改善する方法を検討します。
-
PpkとCpmを比較します。工程が目標値で中心化されている場合、Ppk値とCpm値はほぼ等しくなります。
期待される全体性能のPPM合計
解釈
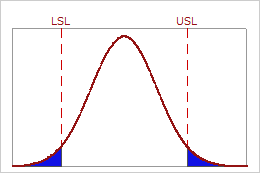
工程の全体変動に基づいて規格限界外になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
全体の工程能力のZベンチ
ベンチマークZ(全体)は、工程での欠陥推定確率を上側の裾の確率に変換する標準正規分布での百分位数です。全体工程性能に基づき、全体標準偏差を使用して計算されます。
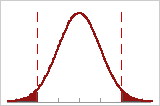
工程での欠陥が規格限界の両側に入ります。全体標準偏差は目盛によって表示されます。
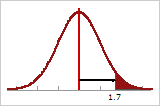
分布の右側の裾にすべての欠陥を配置し、その後中心(垂直線)から総欠陥数を定義する点までの全体標準偏差の数を測定すると、ベンチマークZ(全体)の値が得られます。
注
Zベンチ測度を表示するには、オプションをクリックし、工程能力分析を実行したときのデフォルトの出力を工程能力統計量からZベンチに変更する必要があります。
解釈
全体のσ工程能力を評価するには、ベンチマークZ(全体)を使用します。
一般に、ベンチマークZの値が高い場合は、工程能力が高いことを示します。ベンチマークZの値が低い場合は、その工程を改善する必要があることを示します。可能な場合は、ベンチマークZを、工程の知識または業界の基準に基づくベンチマーク値と比較します。ベンチマークZがベンチマークより低い場合、工程を改善する方法を検討します。
ベンチマークZ(サブグループ内)とベンチマークZ(全体)を比較します。工程が統計的に管理されている場合、ベンチマークZ(サブグループ内)とベンチマークZ(全体)はほぼ等しいです。工程を管理できる見込みがある場合、2つの値の差は、工程能力の改善幅を表します。 ベンチマークZ(全体)は、ベンチマークZ長期(LT)と呼ばれることもあります。。
Cp(サブグループ間/内)
- 規格広がり(USL~LSL)
- サブグループ間・内標準偏差に基づく工程の広がり(6-σ変動)
解釈
工程のサブグループ間/内の工程能力を評価するには、Cpを使用します。サブグループ間/内の工程能力は、サブグループ間/内の変動以外の全体工程変動のシステム要因が除外できた場合に達成可能な工程能力を示します。
Cpでは工程平均の位置が考慮されないので、Cpは工程を中心化した場合に達成できる工程能力を示します。通常、Cp値が高いほど、工程の能力が高いことを示します。値が低い場合、工程の改善が必要である可能性があります。
低いCp
この例では、規格広がりは、全体の工程広がりよりも小さくなっています。したがって、Cpは低く(0.40)、工程の変動に基づくと、工程の潜在的な能力は劣っています。
高いCp
この例では、規格広がりは、全体の工程広がりよりも大幅に大きくなっています。したがって、Cpは高く(1.80)、工程の変動に基づくと、工程の全体の能力は優れています。
-
工程の潜在的な能力を評価するには、Cpをベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Cpがベンチマークより低い場合、工程の変動を低減することで工程を改善する方法を検討します。
- CpとPpを比較します。PpがCpより大幅に大きい場合、サブグループ間/内の変動に加えて、工程内にその他のシステム変動要因がある可能性があります。
-
CpとCpkを比較します。CpとCpkがほぼ等しい場合は、その工程は規格限界間の中央に中心があります(中心化)。CpとCpkが異なる場合、工程は中心化されていません。
注意
Cpインデックスでは工程の位置を考慮しないため、規格限界によって定義される目標領域までの工程の近さは示されません。たとえば、次のグラフには、Cp値が同じ工程が2つ示されていますが、一方の工程は規格限界内に入っているのに対し、もう一方の工程は入っていません。
Cp = 3.13
Cp = 3.13
十分かつ正確な分析を行うには、他の工程能力インデックス(Cpkなど)と組み合わせてグラフを使用して、データから意味のある結論を引き出します。
Cpk(サブグループ間/内)
- 工程平均から直近の規格限界(USLまたはLSL)までの距離
- サブグループ間/内標準偏差に基づく工程の片側広がり(3-σ変動)
解釈
工程の位置と工程広がりの両方を考慮してサブグループ間/内の工程能力を評価するには、Cpkを使用します。サブグループ間/内の工程能力は、サブグループ間/内の変動以外の全体工程変動のシステム要因が除外できた場合に達成可能な工程能力を示します。
一般に、Cpk値が高い場合は、工程能力が高いことを示します。Cpk値が低い場合は、その工程を改善する必要があることを示します。
低いCpk
この例では、工程平均から近い方の規格限界までの距離が片側工程広がりよりも小さくなっています。したがって、Cpkは低く(0.66)、サブグループ間/内の工程能力は劣っています。
高いCpk
この例では、工程平均から近い方の規格限界までの距離が片側工程広がりよりも大きくなっています。したがって、Cpkは高く(1.68)、サブグループ間/内の工程能力は優れています。
-
Cpkを、工程で許容できる最低値を表すベンチマークと比較します。多くの業界でベンチマーク値1.33が使用されています。Cpkがベンチマークより低い場合、工程の変動を低減したり、位置をシフトするなど、工程を改善する方法を検討します。
- CpkとPpkを比較します。CpkがPpkより大幅に大きい場合、サブグループ間/内の変動に加えて、工程内にその他のシステム変動要因がある可能性があります。たとえば、工具の摩耗は、変動のシステム要因であり、製造工程のサブグループ間/内工程能力(Cpk)が全体の工程能力(Ppk)よりも大きくなる要因となり得ます。
-
CpとCpkを比較します。CpとCpkがほぼ等しい場合は、その工程は規格限界間の中央に中心があります(中心化)。CpとCpkが異なる場合、工程は中心化されていません。
注意
Cpkインデックスは、工程曲線の片側のみを表しており、工程曲線のもう一方の片側での工程の性能は測定されていません。
たとえば、次のグラフは同じCpk値を持つ2つの工程を表しています。しかし、1つの工程は両方の規格限界に違反しており、もう1つの工程は上側規格限界にのみ違反しています。
Cpk = min {CPL = 4.58, CPU = 0.93} = 0.93
Cpk = CPL = CPU = 0.93
工程に規格限界の両側に入る不適合部品が含まれる場合は、ベンチマークZなどの他のインデックスを使用して工程能力をさらに十分に評価することを検討してください。
期待されるサブグループ間/内性能のPPM合計
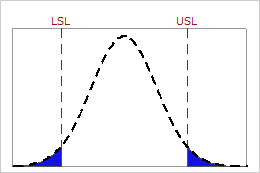
無作為に抽出された部品が規格限界外にある確率は、サブグループ間・内正規曲線の下の陰影領域によって表されます。
解釈
サブグループ間/内の変動に基づいて規格限界外になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待されるサブグループ間/内性能のPPM合計を使用します。サブグループ間/内の性能の値は、サブグループ間/内の変動とは別に系の工程変動の追加要因を除外できた場合に達成可能な性能を示します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
サブグループ間/内工程能力のZベンチ
ベンチマークZ(サブグループ間・内)は、工程での欠陥推定確率を上側の裾の確率に変換する標準正規分布での百分位数です。サブグループ間・内工程性能に基づき、サブグループ間・内標準偏差を使用して計算されます。
工程の欠陥は、規格限界の両側にあります。サブグループ間/内標準偏差は目盛りによって示されます。
分布の右裾にすべての欠陥を配置し、中心(赤い線)から総欠陥数を定義する点までのサブグループ間/内標準偏差数を測定すると、Zベンチ(サブグループ間/内)値が得られます。
注
Zベンチを表示するには、オプションをクリックし、工程能力分析を実行したときのデフォルトの出力を工程能力統計量からZベンチに変更する必要があります。
解釈
サブグループ間・内のσ工程能力を評価するには、ベンチマークZ(サブグループ間・内)を使用します。
一般に、ベンチマークZ(サブグループ間・内)の値が高い場合は、工程能力が高いことを示します。値が低い場合は、その工程を改善する必要があることを示します。可能な場合は、ベンチマークZ(サブグループ間・内)を、工程の知識または業界の基準に基づくベンチマーク値と比較します。ベンチマークZ(サブグループ間・内)がベンチマークより低い場合、工程を改善する方法を検討します。