Cnp
- 規格広がり(USL~LSL)
- プロセスの広がり
Cnp指数を計算するには、下側規格限界(LSL)と上側規格限界(USL)の両方を指定する必要があります。
解釈
Cnpを使用して、工程広がりに基づいて工程能力を評価します。この能力の推定値は、顧客が時間の経過とともに経験するプロセスの実際のパフォーマンスを示します。
Cnpでは工程の位置が考慮されないため、Cnpは中心化した場合に工程が達成する全体の工程能力を示します。一般に、Cnp値が高いほど、工程能力が高いことを示します。Cnp値が低い場合は、工程を改善する必要があることを示します。
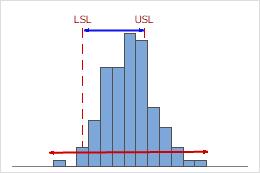
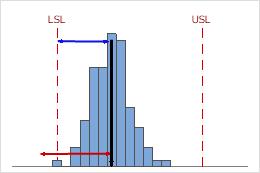
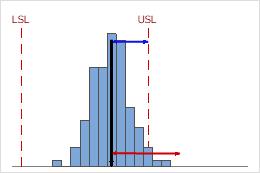
低CNP
この場合、規格広がりは、全体の工程広がりよりも小さくなっています。したがって、Cnpは低く(0.40)、工程の変動性に基づいて全体の工程能力は劣ります。
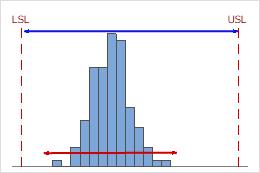
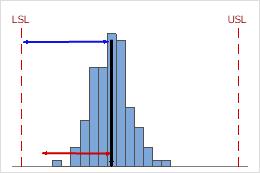
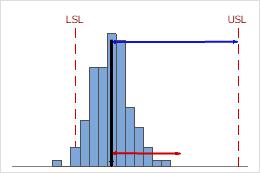
高CNP
この場合、規格広がりは、全体の工程広がりかなり大きくなっています。したがって、Cnpの値が高く(1.80)、変動性に基づく全体の工程能力は良好です。
-
Cnpをベンチマーク値と比較して、工程の全体的な工程能力を評価します。多くの業界でベンチマーク値1.33が使用されています。Cnpがベンチマークより低い場合、工程の変動を低減することで工程を改善する方法を検討します。
-
Cnp と Cnpk を比較してください。CnpとCnpkがほぼ等しい場合、工程は規格限界間で中心化されます。CnpとCnpkが異なる場合、工程は中心化されていません。
注意
CNP = 2.27
CNP = 2.27
十分かつ正確な分析を行うには、他の工程能力インデックス(Cnpkなど)と組み合わせてグラフを使用して、データから意味のある結論を引き出します。
Cnpl
- 工程中央値から下側規格限界までの片側規格の広がり
- 工程中央値から工程下限の推定値までの工程拡散の半分
Cnplは工程中央値と工程広がりの両方に関する情報を使用するため、工程の位置と変動の両方を評価します。
解釈
Cnplを使用して、下側規格限界に対する工程の全体の工程能力を評価します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Cnpl値が高いほど、工程が下側規格限界に対して能力があることを示します。Cnpl値が低い場合は、工程を改善する必要があることを示します。
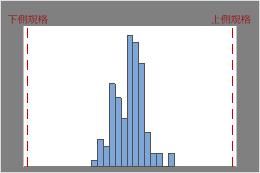
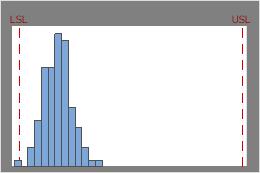
低CNPL
この例では、工程中央値から下側規格限界(LSL)までの距離が片側工程広がりより小さくなっています。したがって、Cnplは低く(0.80)、工程の全体の工程能力は下側規格限界と比較して劣っています。
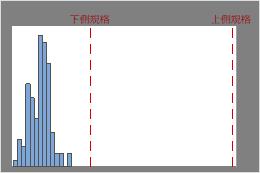
高Cnpl
この例では、工程中央値から下側規格限界(LSL)までの距離が片側工程広がりより大きくなっています。したがって、Cnplは高く(1.60)、工程の全体の工程能力は下側規格限界と比較して良好です。
-
Cnplをベンチマーク値と比較して、工程の全体的な能力を評価します。 多くの業界でベンチマーク値1.33が使用されています。Cnplがベンチマークよりも低い場合は、変動を減らしたり、位置をシフトしたりするなど、工程を改善する方法を検討します。
-
下側規格限界と上側規格限界の両方がある場合は、CnplとCnpuを比較します。 Cnpl が Cnpu とほぼ等しくない場合、工程は中心化されません。
Cnpl = 0.92, Cnpu = 4.37
Cnpl の場合 < Cnpu, プロセスでは規格下限に違反する欠陥ユニットが生成される可能性が高くなります。
Cnpl = 4.37, Cnpu = 0.92
いつ Cnpu < Cnpl, the process is more likely to produce defective units that violate the upper specification limit.
Cnpu
- 工程中央値から上側規格限界までの片側規格広がり
- 工程中央値から工程の上限の推定値までの工程拡散の半分
Cnpuは工程中央値と工程広がりの両方に関する情報を使用するため、工程の位置と変動の両方を評価します。
解釈
Cnpuを使用して、上側規格限界に対する工程の全体の工程能力を評価します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Cnpu値が高いほど、工程が上側規格限界に対して能力があることを示します。Cnpu値が低い場合は、工程を改善する必要があることを示します。
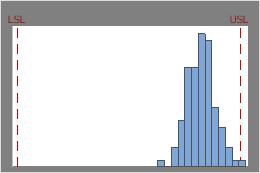
低 Cnpu
この例では、工程中央値から上側規格限界(USL)までの距離が片側工程広がりより小さくなっています。したがって、Cnpuは低く(0.66)、工程の全体の能力は上側規格限界と比較して劣っています。
高 Cnpu
この例では、工程中央値から上側規格限界(USL)までの距離が片側工程の広がりより著しく大きくなっています。したがって、Cnpuは高く(2.76)、工程の全体の工程能力は上側規格限界と比較して良好です。
-
Cnpuをベンチマーク値と比較して、工程の全体的な工程能力を評価します。多くの業界でベンチマーク値1.33が使用されています。Cnpuがベンチマークよりも低い場合は、変動を減らしたり、位置をシフトしたりするなど、工程を改善する方法を検討します。
-
下側規格限界と上側規格限界の両方がある場合は、CnplとCnpuを比較します。 Cnpl が Cnpu とほぼ等しくない場合、工程は中心化されません。
Cnpl = 0.92, Cnpu = 4.37
Cnpl の場合 < Cnpu, プロセスでは規格下限に違反する欠陥ユニットが生成される可能性が高くなります。
Cnpl = 4.37, Cnpu = 0.92
いつ Cnpu < Cnpl, the process is more likely to produce defective units that violate the upper specification limit.
Cnpk
- 工程中央値から上側規格限界までの片側規格広がり
- 工程中央値から工程の上限の推定値までの工程拡散の半分
- 工程中央値から下側規格限界までの片側規格の広がり
- 工程中央値から工程下限の推定値までの工程拡散の半分
解釈
Cnpkを使用して、工程位置と工程広がりの両方に基づいて工程の全体的な工程能力を評価します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Cnpk値が高いほど、工程能力が高いことを示します。Cnpk値が低い場合は、工程を改善する必要があることを示します。
低 Cnpk
この例では、下側規格限界よりも上側規格限界に関連して、工程の性能が低下しています。Cnpk 値は Cnpu (≈ 0.40) と等しく、これは低く、能力が低いことを示します。
高 Cnpk
この例では、上側規格限界よりも下側規格限界に関連して、工程の性能が低下しています。Cnpk 値は Cnpl (≈ 1.40) と等しく、これは高く、能力が良好であることを示します。
-
Cnpk の場合 < 1, 仕様の広がりはプロセスの広がりよりも小さくなります。
-
Cnpkを、工程で許容できる最小値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Cnpkがベンチマークよりも低い場合は、工程を改善する方法を検討してください。
注意
Cnpk指標は、工程測定値の「不良」側のみ、つまり工程の性能が低い側の工程能力を表しています。規格限界の両側に入る不適合部品が工程に含まれる場合は、工程能力グラフと、両方の規格限界の外側にある部品の確率を確認し、工程能力のついてさらに詳しく調べてください。