観測された性能のPPM < LSL
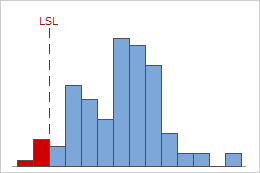
このヒストグラムにおいて、赤いバーは、サンプルデータの下側規格限界より小さい測定値を表しています。
解釈
サンプルデータの下側規格限界より下にある不適合品の実際の数(100万個あたりの部品数(PPM)で表現)を評価するには、観測された性能のPPM < LSLを使用します。
PPM < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
観測された性能のPPM > USL
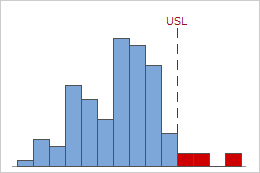
このヒストグラムにおいて、赤いバーは、サンプルデータの上側規格限界より大きい測定値を表しています。
解釈
サンプルデータの上側規格限界より上にある不適合品の実際の数(100万個あたりの部品数(PPM)で表現)を評価するには、観測された性能のPPM > USLを使用します。
PPM > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
観測された性能のPPM合計
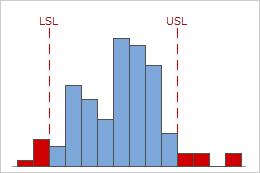
このヒストグラムにおいて、赤いバーは、サンプルデータで規格限界外にある測定値を表しています。
解釈
サンプルデータの規格限界外にある不適合品の実際の数(100万個あたりの部品数(PPM)で表現)を評価するには、観測された性能のPPM合計を使用します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
観測された性能の% < LSL
このヒストグラムにおいて、赤いバーは、サンプルデータの下側規格限界より小さい測定値を表しています。
解釈
サンプルデータの下側規格限界より下にある不適合品のパーセントを評価するには、観測された性能の% < LSLを使用します。
% < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
観測された性能の% > USL
このヒストグラムにおいて、赤いバーは、サンプルデータの上側規格限界より大きい測定値を表しています。
解釈
サンプルデータの上側規格限界より上にある不適合品のパーセントを評価するには、観測された性能の% > USLを使用します。
% > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
観測された性能の%合計
このヒストグラムにおいて、赤いバーは、サンプルデータで規格限界外にある測定値を表しています。
解釈
サンプルデータの規格限界外にある不適合品のパーセントを評価するには、観測された性能の%合計を使用します。
%合計の値が低い場合は、工程能力が高いことを示します。理想的なのは、測定値が規格限界から外れている部品がほとんどまたはまったくない状態です。