ステップ1: データに問題がないかを確認する
重要
これらの要件のより徹底的な分析を行うには、非正規工程能力シックスパックを使用します。
データの分布を視覚的に調べる
分布曲線をヒストグラムのバーと比較して、データが分析で選択した分布に従うかどうかを評価します。曲線からのバーの変動が大きい場合、データが選択した分布に従っておらず、その工程での工程能力の推定値は信頼できない可能性があります。データに最適な分布が不明な場合は、個別の分布の識別を使用して適切な分布または変換を特定します。
さらに、ほとんどの他のデータから離れた位置にあるバーを探します。データ内に外れ値があると、工程能力分析の精度に影響を与える可能性があります。また、外れ値は、工程が安定していないことも示しています。
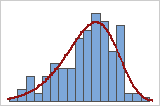
適合度が高い
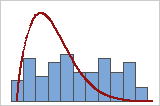
適合度が低い

外れ値
注
工程が安定していることを確認するには、管理図を使用します。
ステップ2: 工程の観測された性能を調べる
工程能力ヒストグラムを使用して、サンプル観測値を工程要件と比較します。
工程広がりを調べる
ヒストグラムでデータと下側および上側規格限界との関係を視覚的に調べます。データの広がりが規格広がりより狭く、すべてのデータが規格限界内にあるのが理想的です。規格限界外のデータは不適合項目を表します。
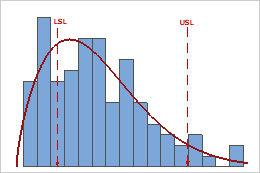
このヒストグラムでは、工程広がりが規格広がりよりも大きく、これは工程能力が低いことを示しています。ほとんどのデータは管理限界内にありますが、下側規格限界(LSL)より低い不適合品や上側規格限界(USL)より高い不適合品が多くあります。
注
工程における不適合品の実際数を調べるには、PPM < LSL、PPM > USL、およびPPM合計の結果を使用します。詳細は、「すべての統計量およびグラフ」を参照してください。
工程の位置を評価する
工程が規格限界の間で中心化されているか、または目標値がある場合にはその目標値で中心化されているかどうかを評価します。分布曲線のピークは、ほとんどのデータが存在する位置を示します。
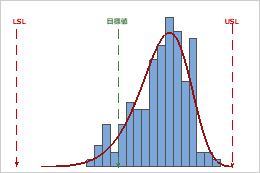
このヒストグラムでは、サンプル観測値は規格限界内にありますが、分布曲線のピークは目標に達していません。ほとんどのデータは目標値を上回り、上側規格限界の近くにあります。
ステップ3: 工程能力を評価する
工程の位置と工程の広がりの両方に基づいて全体の工程能力を評価するには、Ppkを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Ppk値が高い場合は、工程能力が高いことを示します。Ppk値が低い場合は、その工程を改善する必要があることを示します。
Cpkを、工程で許容できる最低値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppkがベンチマークより低い場合、工程を改善する方法を検討します。
主要な結果: Ppk
これらの工程データの場合は、Ppk = 0.25となります。Ppkが1.33より小さいため、この工程の全体的な工程能力は顧客の要件を満たしていません。工程を改善するためのステップを行う必要があります。
重要
Ppk指標は、工程測定値の「最低」側のみの工程能力を表します。工程で下側と上側の両方の規格限界外になる不適合部品が生産される場合は、出力でその他の工程能力の測度を使用して、工程性能をより十分に評価します。詳細は、「すべての統計量およびグラフ」を参照してください。