このトピックの内容
期待される全体性能のPPM < LSL
解釈
工程の全体変動に基づいて下側規格限界より下になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM < LSLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
期待される全体性能のPPM > USL
解釈
工程の全体変動に基づいて上側規格限界より上になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM > USLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
期待される全体性能のPPM合計
解釈
工程の全体変動に基づいて規格限界外になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
期待される全体性能の% < LSL
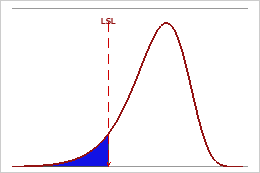
無作為に抽出された部品がLSLより小さくなる確率は、分布曲線の下の陰影領域によって表されます。解釈
工程の全体変動に基づいて下側規格限界より下になると期待される不適合品のパーセントを推定するには、期待される全体性能の% < LSLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
% < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
期待される全体性能の% > USL
解釈
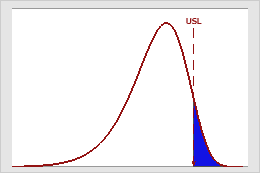
工程の全体変動に基づいて上側規格限界より上になると期待される不適合品のパーセントを推定するには、期待される全体性能の% < USLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
% > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
期待される全体性能の%合計
解釈
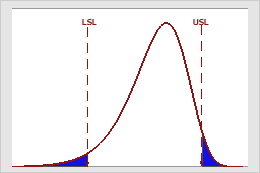
工程の全体変動に基づいて規格限界外になると期待される不適合品のパーセントを推定するには、期待される全体性能の%合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
%合計の値が低い場合は、工程能力が高いことを示します。理想的なのは、測定値が規格限界から外れている部品がほとんどまたはまったくない状態です。