LSL
工程の下側規格限界(LSL)は、製品またはサービスの最小許容値です。この制限は、工程の実行状態を示すものではなく、その工程を実行する方法を示すものです。LSLは、工程能力分析の設定時に指定します。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータの下側規格限界であるLSL*も計算されます。
解釈
USLとLSLは、顧客要件を定義し、工程によってその要件を満たす項目が生成されるかどうかを評価するために使用します。
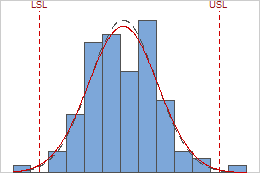
上側と下側の規格限界は、垂直の破線によってヒストグラに表示されます。ヒストグラムのバーをその垂直線と比較して、測定値が規格限界内にあるかどうかを評価します。
規格広がりは、上側規格限界と下側規格限界の間(USL - LSL)の距離です。 ある会社がボールペンを生産する場合、ボールの目標外径が0.35mmだとします。ボール外径の許容範囲は、0.34~0.36mmです。したがって、LSLは0.34、USLは0.36で、規格広がりは0.02mmとなります。
Minitabでは、規格広がりと工程広がりを比較して工程能力を判断します。
目標値
目標値は、顧客の要件に基づいた工程の理想的な値です。たとえば、円筒形の部品が、直径が32mmのときに製品で最適性能を発揮する場合は、32mmがこの部品の目標値となります。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータの工程目標値である目標値*も計算されます。
解釈
目標値は、最適な工程性能を定義し、工程の平均値と比較するために使用します。
目標値は、通常(必ずではない)下側規格限界と上側規格限界の中心に位置します。目標値がある場合は、目標値の近くで工程が中心化されるかどうかを調べます。
Minitabでは、目標値を使用して、目標値と規格限界に対する相対的な工程能力を説明する値であるCpmを計算します。
USL
工程の上側規格限界(USL)は、製品またはサービスの最大許容値です。この制限は、工程の実行状態を示すものではなく、その工程を実行する方法を示すものです。USLは、工程能力分析の設定時に指定します。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータの上側規格限界であるUSL*も計算されます。
解釈
USLとLSLは、顧客要件を定義し、工程によってその要件を満たす項目が生成されるかどうかを評価するために使用します。
上側と下側の規格限界は、垂直の破線によってヒストグラに表示されます。ヒストグラムのバーをその垂直線と比較して、測定値が規格限界内にあるかどうかを評価します。
規格広がりは、上側規格限界と下側規格限界の間(USL - LSL)の距離です。 ある会社がボールペンを生産する場合、ボールの目標外径が0.35mmだとします。ボール外径の許容範囲は、0.34~0.36mmです。したがって、LSLは0.34、USLは0.36で、規格広がりは0.02mmとなります。
Minitabでは、規格広がりと工程広がりを比較して工程能力を判断します。
サンプル平均
サンプル平均は、サンプル測定値の平均値か、または分析で指定する工程の平均の経験値のどちらかです。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータのサンプル平均であるサンプル平均*も計算されます。
解釈
サンプル平均は、工程が中心化される位置を推定するために使用します。
データが正規性を示す場合、平均値は分布曲線のピーク位置に現れます。データが左右対称のつりがね型の分布に従わない場合、平均値は分布曲線のピーク位置に現れません。外れ値も平均値に大きな影響を与えます。データが正規分布に従わない場合、またはデータに外れ値が含まれる場合は、データを変換するか、または非正規分布を使用することができます。
Minitabでは、サンプル平均を使用して工程能力インデックスを計算します。
サンプルサイズ
サンプルサイズ(N)は、データ内の観測値の合計数です。たとえば、サイズが5のサブグループを20収集した場合、サンプルNは100となります。
解釈
Nは、サンプルサイズを評価するために使用します。
通常、サンプルサイズが大きいほど、算出される推定値の信頼性が高くなります。専門家によっては、工程能力分析で少なくとも合計100個の観測値を収集するよう推奨しています。
標準偏差(全体)
全体の標準偏差は、すべての測定値の標準偏差で、工程の全体の変動の推定値です。データの収集方法が適切であれば、全体の標準偏差によって、系の変動のすべての発生源が捕らえられます。その場合は、顧客が時間の経過に伴って経験する工程の実際の変動を表します。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータの全体標準偏差である標準偏差(全体)*も計算されます。
解釈
サブグループ間/内標準偏差を全体の標準偏差と比較します。サブグループ間/内標準偏差と全体の標準偏差の間に実質的な差がある場合は、工程が安定していないか、または工程にサブグループ間/内の変動以外の変動要因が存在することを示す可能性があります。管理図を使用して、工程能力分析を実行する前に工程が安定していることを確認します。
Minitabでは、全体標準偏差を使用して、Pp、Ppk、および工程の全体工程能力を示す他の測度を計算します。
標準偏差(サブグループ間)
サブグループ間標準偏差は、サブグループ間の変動の推定値です。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータのサブグループ間標準偏差である標準偏差(サブグループ間)*も計算されます。
解釈
サブグループ間標準偏差の値が大きいほど、サブグループ間に存在する変動が大きいことを示します。たとえば、各サブグループを異なるバッチ項目から収集するときにサブグループ間標準偏差が大きい場合は、異なるバッチの項目間の変動量が大きいことを示します。
Minitabでは、サブグループ間変動を使用して、サブグループ間/内変動を計算します。
サブグループ内標準偏差
サブグループ内標準偏差は、サブグループ内の変動の推定値です。データの収集方法が適切であれば、サブグループ内変動が、工具の摩耗や材料のロットの違いなどの工程入力の変動による影響を受けることはありません。この場合、サブグループ内標準偏差は、短期間における工程に固有の自然な変動を表します。また、サブグループ間のシフトやドリフトが排除された場合の工程の潜在的な変動を示します。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータのサブグループ内標準偏差である標準偏差(サブグループ内)*も計算されます。
解釈
サブグループ内標準偏差の値が大きいほど、サブグループでの変動が大きいことを示します。たとえば、各サブグループを異なるバッチ項目から収集するとき、サブグループ内標準偏差が大きい場合は、各バッチ内の項目間の変動量が大きいことを示します。
サブグループ内標準偏差は、サブグループ間/内標準偏差を計算するために使用されます。
標準偏差(サブグループ間/内)
サブグループ間/内標準偏差は、サブグループ間の変動とサブグループ内の変動の両方を含む単一の値です。サブグループ間/内標準偏差は、サブグループ間分散とサブグループ内分散の和の平方根です。
注
工程能力分析を実行するときにデータ変換を使用する場合、変換されたデータのサブグループ間/内標準偏差である標準偏差(サブグループ間/内)*も計算されます。
解釈
サブグループ間/内標準偏差には、工程内の一般的な原因による変動全体の効果が反映されます。
サブグループ間/内標準偏差を全体の標準偏差と比較します。サブグループ間/内標準偏差と全体の標準偏差の間に実質的な差がある場合は、工程が安定していないか、または工程にサブグループ間/内の変動以外の変動要因が存在することを示す可能性があります。管理図を使用して、工程能力分析を実行する前に工程が安定していることを確認します。
Minitabでは、サブグループ間/内標準偏差を使用して、Cp、Cpk、および工程のサブグループ間/内の工程能力を示す他の測度を計算します。