このトピックの内容
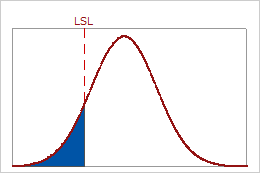
期待される全体性能のPPM < LSL
解釈
工程の全体変動に基づいて下側規格限界より下になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM < LSLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
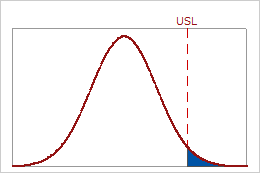
期待される全体性能のPPM > USL
解釈
工程の全体変動に基づいて上側規格限界より上になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM > USLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
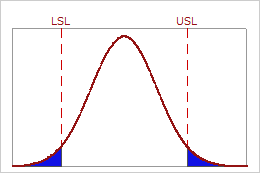
期待される全体性能のPPM合計
解釈
工程の全体変動に基づいて規格限界外になると期待される不適合品の数(100万個あたりの部品数(PPM)で表現)を推定するには、期待される全体性能のPPM合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
PPM合計の値が低いほど工程能力が高いことを示します。理想的なのは、規格限界外の測定値がほとんど、またはまったくなくなることです。
| PPM | %非適合部品 | %適合 |
|---|---|---|
| 66807 | 6.6807% | 93.3193% |
| 6210 | 0.621% | 99.379% |
| 233 | 0.0233% | 99.9767% |
| 3.4 | 0.00034% | 99.99966% |
期待される全体性能の% < LSL
解釈
工程の全体変動に基づいて下側規格限界より下になると期待される不適合品のパーセントを推定するには、期待される全体性能の% < LSLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
% < LSLの値が低い場合は、下側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が下側規格限界より下になる部品がほとんどまたはまったくない状態です。
期待される全体性能の% > USL
解釈
工程の全体変動に基づいて上側規格限界より上になると期待される不適合品のパーセントを推定するには、期待される全体性能の% < USLを使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
% > USLの値が低い場合は、上側規格限界と比較した場合の工程能力が高いことを示します。理想的なのは、測定値が上側規格限界より上になる部品がほとんどまたはまったくない状態です。
期待される全体性能の%合計
解釈
工程の全体変動に基づいて規格限界外になると期待される不適合品のパーセントを推定するには、期待される全体性能の%合計を使用します。全体性能の値は、時間の経過とともに顧客が経験する実際の工程性能を示します。
%合計の値が低い場合は、工程能力が高いことを示します。理想的なのは、測定値が規格限界から外れている部品がほとんどまたはまったくない状態です。
期待される全体性能の信頼区間(CI)、下側境界値(LB)、上側境界値(UB)
信頼区間は、性能の測度の起こり得る値の範囲です。信頼区間は、下限と上限によって定義されます。限界値は、サンプル推定値の誤差幅を算定することによって計算されます。下側信頼限界により、性能の測度がそれより大きくなる可能性が高い値が定義されます。上側信頼限界により、性能の測度がそれより小さくなる可能性が高い値が定義されます。
注
信頼区間を表示するには、オプションをクリックして、工程能力分析を実行するときに信頼区間を含むを選択する必要があります。Minitabでは、工程能力インデックスの信頼区間または信頼限界と性能の測度を表示します。サブグループ間・内変動と全体変動の個々の統計量を表示します。
データのサンプルはランダムであるため、工程から収集された異なるサンプルでは性能の測度の推定値が同一である可能性は低くなります。工程の性能の測度の実際の値を計算するには、工程を経て製造されるすべての工作物のデータを分析する必要がありますが、これは現実的ではありません。代わりに、信頼区間を使用して、性能の測度の起こり得る値の範囲を決定することができます。
信頼水準が95%の場合は、性能の測度の実際値が信頼区間に含まれるということを95%の信頼度で確信できます。つまり、工程から100個のサンプルをランダムに収集する場合、サンプルのおよそ95個において性能の測度の実際値が含まれる区間が作成されると期待できます。
信頼区間により、サンプル推定値の実質的な有意性を評価しやすくなります。可能な場合は、信頼限界を、工程の知識または業界の基準に基づくベンチマーク値と比較します。
たとえば、企業は、規格外%合計のベンチマークの最小値0.3%を使用して能力の高い工程を定義します。工程能力分析を使用して、工程能力が高いことを示す規格外推定値0.146%の%合計を得ます。この推定値をさらに評価するには、規格外%合計の95%の上側信頼限界を表示します。95%の上側信頼限界が0.3%を下回る場合、推定値に影響を与えるランダムサンプリングの変動を考慮したとしても、工程能力が高くなる信頼度は非常に高いです。