分布パラメータの最尤推定値
最尤法(ML)法は、各分布の尤度関数を最大化する分布パラメータの値を推定します。目標は、分布モデルと観測されたサンプルデータの間で最良の一致を得ることです。
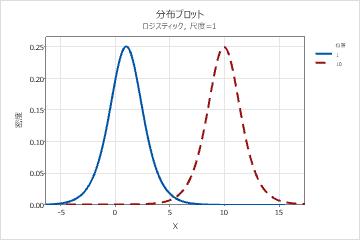
- Location
- このパラメーターは、配布の場所に影響します。たとえば、位置パラメータが異なる場合、ロジスティック分布を水平軸に沿ってシフトできます。
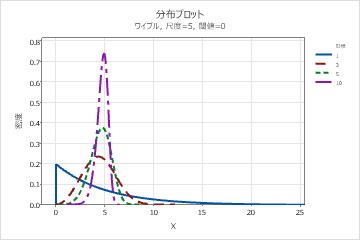
- Shape
- このパラメータは、分布の形状に影響します。たとえば、形状パラメータが異なると、ワイブル分布がより歪んだり、対称的に見えたりすることがあります。
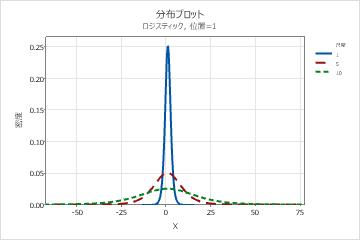
- 尺度
- このパラメータは、分布のスケールに影響します。たとえば、尺度パラメータが異なると、ロジスティック分布がより引き伸ばされたり、圧縮されたりすることがあります。
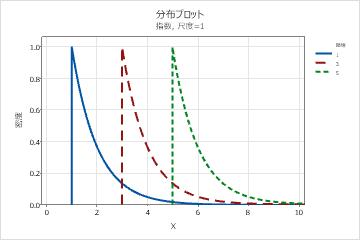
- 位置
- このパラメータは、確率変数の最小値に影響します。たとえば、異なるしきい値パラメーターを使用して、異なる範囲の値に対して指数分布を定義できます。
注
Minitabでは、不偏パラメータ推定値を使用する正規分布と対数正規分布の場合を除いて、すべての分布で最尤法を使用してパラメータ推定値を計算します。
解釈
データで使用される特定の分布モデルを理解するため、分布パラメータの最尤推定値を使用します。たとえば、有能なエンジニアが、工程の履歴に関する知識、Anderson-Darling p値、および尤度比検定p値に基づいて、3-パラメータワイブル分布がその工程データに最もよく適合すると判断するとします。データのモデル化に使用される特定の3-パラメータワイブル分布について理解するため、エンジニアは、その分布について計算される形状、スケール、およびしきい値の最尤推定値を調べます。
分布
この分析では、一般的に使用されるいくつかの分布の適合度統計量と分布パラメータが提供されます。これらの分布の多くには汎用性があり、正の値、負の値、および0を含むさまざまな連続データをモデル化することができます。
- 対数正規
- 指数
- ワイブル
- ガンマ
- 対数ロジスティック
したがって、データに負の値か0が含まれる場合、Minitabではこれらの特定の分布の結果を報告しません。その場合は、各分布のパラメータ数を多くしたバージョンを使用します。たとえば、データに負の値が含まれている場合、Minitabでは対数正規分布の結果は報告されません。この場合は代わりに、3-パラメータ対数正規分布の結果を使用します。
ディストリビューションの詳細については、「」 ワイブル分布が非正規工程能力分析のデフォルトの分布である理由を参照してください。
注
各分布のPDFおよびCDFの計算に使用される計算式の詳細は、を参照してください 個別の分布の識別の分布の方法と計算式。
P
注
3-パラメータ分布では、ワイブル分布の場合を除いて、AD検定で使用可能なp値はありません。
解釈
p値は、分布の適合度を評価するために使用します。
- P ≤ α: データが分布に従わない(H0を棄却する)
- p値が有意水準以下の場合は、帰無仮説を棄却する決定を下し、データは分布に従わないと結論付けます。
- P > α: データが分布に従わないと結論付けることはできません(H0を棄却しない)
- p値が有意水準よりも大きい場合は、帰無仮説を棄却しない決定を下します。この場合、データは分布に従わないと結論付ける十分な証拠はありません。データは分布に従うと仮定できます。
- 業界またはアプリケーションで最も一般的に使用される分布を選択します。
- 最も保守的な結果が得られる分布を選択します。たとえば、工程能力分析を実行する場合は、異なる分布を使用して分析を実行し、最も保守的な工程能力指標が生成される分布を選択できます。詳細については、「 個別の分布の識別の分布の百分位数 パーセントとパーセンタイル」に移動してクリックしてください。
- データによくあてはまる最も単純な分布を選択します。たとえば、2-パラメータと3-パラメータの分布がどちらもうまくあてはまる場合は、より単純な2-パラメータ分布を選択できます。
重要
非常に小さいサンプルまたは非常に大きなサンプルの結果を解釈する場合は注意が必要です。サンプルが非常に小さい場合、適合度検定の検出力が分布からの有意な偏差を検出するのに十分でない可能性があります。非常に大きなサンプルがある場合、検定は非常に強力で、実際的な有意性のない分布からのわずかな偏差も検出する可能性があります。p値に加えて確率プロットを使用して、分布の適合を評価します。
自動工程能力分布の結果: カルシウム
| 分布 | 位置 | 尺度 | 閾値 | 形状 | p値 | Ppk | Cpk |
|---|---|---|---|---|---|---|---|
| 正規 | 50.7820 | 2.7648 | 0.0463827 | 1.2999 | 1.3504 | ||
| ワイブル | 52.1368 | 17.825 | <0.01 | 0.7907 | |||
| 対数正規* | 3.9261 | 0.0537 | 0.0848247 | 1.4732 | |||
| 最小極値 | 52.2226 | 2.9589 | <0.01 | 0.7153 | |||
| 最大極値 | 49.5037 | 2.1699 | >0.25 | ||||
| ガンマ | 0.1447 | 351.044 | 0.0706812 | 1.4275 | |||
| ロジスティック | 50.5718 | 1.5948 | 0.0339831 | 1.0023 | |||
| 対数ロジスティック | 3.9226 | 0.0312 | 0.0495201 | 1.0864 | |||
| 指数 | 50.7820 | <0.0025 | -0.0378 | ||||
| 3-パラメータワイブル | 4.5365 | 46.6658 | 1.476 | >0.5 | |||
| 3-パラメータ対数正規 | 1.6930 | 0.4685 | 44.7401 | ||||
| 3-パラメータガンマ | 1.6370 | 45.8838 | 2.992 | ||||
| 3-パラメータ対数ロジスティック | 1.5486 | 0.3276 | 45.4618 | ||||
| 2-パラメータ指数 | 4.0633 | 46.7187 | 0.0140796 | ||||
| Box-Cox変換 | 0.0000 | 0.0000 | 0.324445 | 2.5062 | 2.5335 | ||
| Johnson変換 | 0.0290 | 0.9729 | 0.985835 | 2.7129 | |||
| ノンパラメトリック | 2.8889 |
これらの結果では、対数正規分布は、有意水準0.05でデータを適合させる最初の方法です。他の分布と変換も、データに適切に適合します。これらの代替方法のいずれかがプロセスとの互換性が高いかどうかを検討してください。
注
いくつかの分布の場合、Minitabには、追加パラメータを使用した場合の分布の結果も表示されます。たとえば、対数正規分布の場合は、2-パラメータと3-パラメータ両方の場合の分布バージョンの結果が表示されます。追加のパラメータがある分布の場合は、追加のパラメータがプロセスについて知っていることと互換性があるかどうかを検討してください。たとえば、工程の物理境界がゼロ以外の値にある場合、しきい値パラメータを持つ分布は工程と互換性があります。
Ppk
- 工程平均から直近の規格限界(USLまたはLSL)までの距離
- 工程の全体の変動に基づく工程の片側の広がり(3-σ変動)
解釈
工程の位置と工程の広がりの両方に基づいて全体の工程能力を評価するには、Ppkを使用します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Ppk値が高い場合は、工程能力が高いことを示します。Ppk値が低い場合は、その工程を改善する必要があることを示します。
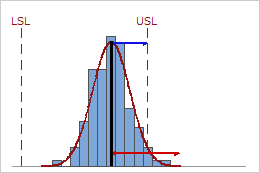
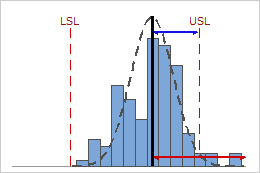
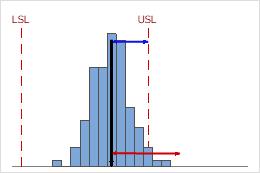
低Ppk
この例では、工程平均から直近の規格限界(USL)までの距離が片側工程広がりより小さくなっています。したがって、Ppkの値が低く(0.66)、全体の工程能力は不十分です。
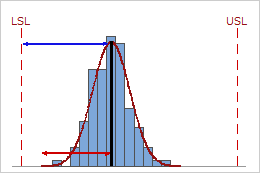
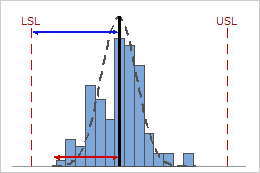
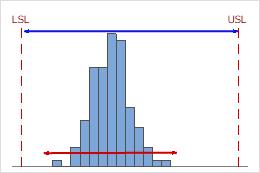
高Ppk
この例では、工程平均から直近の規格限界(LSL)までの距離が片側工程広がりより大きくなっています。したがって、Ppkの値が高く(1.68)、全体の工程能力は良好です。
-
Cpkを、工程で許容できる最低値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Ppkがベンチマークより低い場合、工程を改善する方法を検討します。
-
PpとPpkを比較します。PpとPpkがほぼ等しい場合は、その工程は規格限界内で中心化しています。PpとPpkが異なる場合、工程は中心化されていません。
-
PpkとCpkを比較します。工程が統計的に管理されている場合、PpkとCpkはほぼ等しいです。PpkとCpkの差は、工程のシフトとドリフトが除外された場合に期待できる工程能力の改善幅を表します。
注意
Ppkインデックスは、工程曲線の片側のみを表しており、工程曲線のもう一方の片側での工程の性能は測定されていません。
たとえば、次のグラフでは、同一のPpk値を持つ2つの工程が表示されています。しかし、1つの工程は両方の規格限界に違反しており、もう1つの工程は上側規格限界にのみ違反しています。
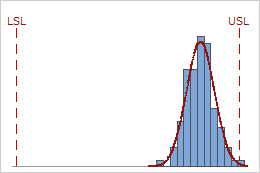
Ppk = min {PPL = 4.01, PPU = 0.64} = 0.64
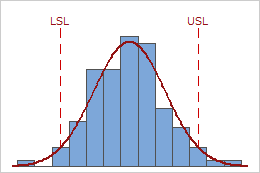
Ppk = PPL = PPU = 0.64
工程に規格限界の両側に入る不適合部品が含まれる場合は、ベンチマークZなどの他のインデックスを使用して工程能力をさらに十分に評価することを検討してください。
Cpk
- 工程平均から直近の規格限界(USLまたはLSL)までの距離
- サブグループ内標準偏差に基づく工程の片側広がり(3-σ変動)
解釈
工程の位置と工程の広がりの両方に基づいて潜在的な工程能力を評価するには、Cpkを使用します。潜在的な工程能力は、工程のシフトとドリフトが除外された場合に達成可能な工程能力を示します。
一般に、Cpk値が高い場合は、工程能力が高いことを示します。Cpk値が低い場合は、その工程を改善する必要があることを示します。
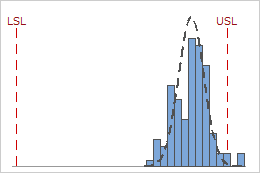
低いCpk
この例では、工程平均から直近の規格限界(USL)までの距離が片側工程広がりより小さくなっています。したがって、Cpkの値が低く(0.80)、潜在的な工程能力は不十分です。
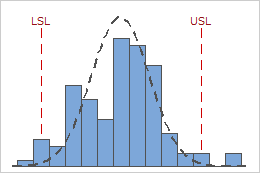
高いCpk
この例では、工程平均から直近の規格限界(LSL)までの距離が片側工程広がりより大きくなっています。したがって、Ppkの値が高く(1.68)、潜在的な工程能力は良好です。
Cpkを他の値と比較することにより、工程能力についてより詳しい情報を得ることができます。
-
Cpkを、工程で許容できる最低値を表すベンチマークと比較します。多くの業界でベンチマーク値1.33が使用されています。Cpkがベンチマークより低い場合、工程の変動を低減したり、位置をシフトするなど、工程を改善する方法を検討します。
-
CpとCpkを比較します。CpとCpkがほぼ等しい場合は、その工程は規格限界間の中央に中心があります(中心化)。CpとCpkが異なる場合、工程は中心化されていません。
-
PpkとCpkを比較します。工程が統計的に管理されている場合、PpkとCpkはほぼ等しいです。PpkとCpkの差は、工程のシフトとドリフトが除外された場合に期待できる工程能力の改善幅を表します。
注意
Cpkインデックスは、工程曲線の片側のみを表しており、工程曲線のもう一方の片側での工程の性能は測定されていません。
たとえば、次のグラフは同じCpk値を持つ2つの工程を表しています。しかし、1つの工程は両方の規格限界に違反しており、もう1つの工程は上側規格限界にのみ違反しています。
Cpk = min {CPL = 4.58, CPU = 0.93} = 0.93
Cpk = CPL = CPU = 0.93
工程に規格限界の両側に入る不適合部品が含まれる場合は、ベンチマークZなどの他のインデックスを使用して工程能力をさらに十分に評価することを検討してください。
Cnpk
Cnpk は、工程の全体的な工程能力の尺度であり、Cnpu と Cnpl の最小値に等しくなります。
- 工程中央値から上側規格限界までの片側規格広がり
- 工程中央値から工程の上限の推定値までの工程拡散の半分
- 工程中央値から下側規格限界までの片側規格の広がり
- 工程中央値から工程下限の推定値までの工程拡散の半分
解釈
Cnpkを使用して、工程位置と工程広がりの両方に基づいて工程の全体的な工程能力を評価します。全体の工程能力は、時間の経過とともに顧客が実際に経験する工程性能を示します。
一般に、Cnpk値が高いほど、工程能力が高いことを示します。Cnpk値が低い場合は、工程を改善する必要があることを示します。
低 Cnpk
この例では、下側規格限界よりも上側規格限界に関連して、工程の性能が低下しています。Cnpk 値は Cnpu (≈ 0.40) と等しく、これは低く、能力が低いことを示します。
高 Cnpk
この例では、上側規格限界よりも下側規格限界に関連して、工程の性能が低下しています。Cnpk 値は Cnpl (≈ 1.40) と等しく、これは高く、能力が良好であることを示します。
-
Cnpk の場合 < 1, 仕様の広がりはプロセスの広がりよりも小さくなります。
-
Cnpkを、工程で許容できる最小値を表すベンチマーク値と比較します。多くの業界でベンチマーク値1.33が使用されています。Cnpkがベンチマークよりも低い場合は、工程を改善する方法を検討してください。
注意
Cnpk指標は、工程測定値の「不良」側のみ、つまり工程の性能が低い側の工程能力を表しています。規格限界の両側に入る不適合部品が工程に含まれる場合は、工程能力グラフと、両方の規格限界の外側にある部品の確率を確認し、工程能力のついてさらに詳しく調べてください。