あるフロアタイル製造会社の品質エンジニアが、タイルのゆがみに関する顧客からの苦情を調査します。生産品質を保証するために、10日間にわたって、作業日ごとに10枚のタイルのゆがみを測定します。反り測定の上側規格限界は6mmです。エンジニアは、工程能力を推定するための合理的な方法を見つけるために、さまざまなオプションを検討したいと考えています。
- サンプルデータ、タイルの歪み.MWXを開きます。
- を選択します 。
- 単一列にゆがみを入力します。
- サブグループサイズに、10と入力します。
- 上側規格に、6を入力します。
- OK を選択します。
結果を解釈する
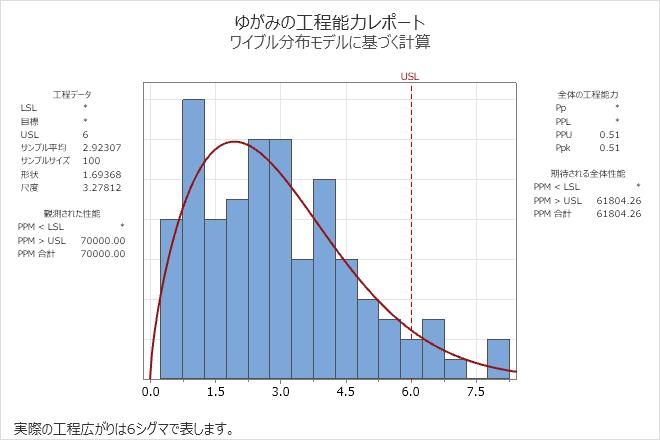
分析では、妥当な適合を提供する最初の方法の工程能力レポートが表示されます。タイルの反りについては、結果はワイブル分布を使用します。
これらのデータでは、ヒストグラムの右裾の測定値が上側規格限界を上回っているように見えます。したがって、タイルの反りは、上側規格限界の6mmを超えることがよくあります。USL>観測されたPPMは、100万タイルごとに70,000タイルが上側規格限界を超えていることを示しています。全体のPpkは0.51で、一般的に受け入れられている業界ガイドラインの1.33を下回っています。したがって、エンジニアは、プロセスが機能せず、顧客の要件を満たしていないと結論付けます。
分布結果の表は、方法の評価の順序を示しています。最初の行では、アンダーソン-ダーリング検定の結論は、p値が0.05未満であるため、データは有意水準0.05の正規分布に従わないというものです。2行目のアンダーソン-ダーリング検定の結論は、p値が0.05より大きいため、ワイブル分布がデータに合理的に適合するということです。ワイブル分布が妥当な適合を提供するリストの最初の方法であるため、工程能力の結果はワイブル分布に対するものです。
エンジニアは、工程の知識を使用して、ワイブル分布が妥当な選択であるかどうかを検討します。たとえば、ワイブル分布の境界は 0 です。データでは、0 はワープされていないタイルを表す境界です。
自動工程能力分布の結果: ゆがみ
| 分布 | 位置 | 尺度 | 閾値 | 形状 | p値 | Ppk | Cpk |
|---|---|---|---|---|---|---|---|
| 正規 | 2.9231 | 1.7860 | 0.0100421 | 0.5743 | 0.5838 | ||
| ワイブル* | 3.2781 | 1.6937 | >0.25 | 0.5133 | |||
| 対数正規 | 0.8443 | 0.7444 | <0.005 | 0.4242 | |||
| 最小極値 | 3.8641 | 1.9924 | <0.01 | 0.5362 | |||
| 最大極値 | 2.0958 | 1.4196 | 0.212835 | 0.5130 | |||
| ガンマ | 1.2477 | 2.3428 | 0.238337 | 0.4851 | |||
| ロジスティック | 2.7959 | 1.0162 | 0.0127347 | 0.5799 | |||
| 対数ロジスティック | 0.9097 | 0.4217 | <0.005 | 0.4090 | |||
| 指数 | 2.9231 | <0.0025 | 0.3780 | ||||
| 3-パラメータワイブル | 2.9969 | 0.2099 | 1.5049 | 0.467097 | 0.4980 | ||
| 3-パラメータ対数正規 | 1.3788 | 0.4184 | -1.4002 | 0.4961 | |||
| 3-パラメータガンマ | 1.2314 | -0.0197 | 2.3898 | 0.4864 | |||
| 3-パラメータ対数ロジスティック | 1.3043 | 0.2700 | -1.0940 | 0.4656 | |||
| 2-パラメータ指数 | 2.6679 | 0.2552 | <0.01 | 0.3982 | |||
| Box-Cox変換 | 1.6237 | 0.5380 | 0.574337 | 0.5116 | 0.5214 | ||
| Johnson変換 | 0.0112 | 0.9949 | 0.798895 | 0.4959 | |||
| ノンパラメトリック | 0.6187 |