このトピックの内容
平均検査数とは
ロットあたりの平均検査数は、入検品質、ロットが合格になる確率、およびサンプルとロットのサイズによって決まります。入検品質が非常に良い(たとえば、ロット内の製品に欠陥がない)場合は、指定されたサンプルサイズで検査を行います。入検品質が非常に悪い(たとえば、ロット内のすべての製品に欠陥がある)場合は、100%検査を行います。品質水準はロット間で異なるので、ロットが多数ある場合の平均検査数はロットサイズの0~100%の間になります。
平均検査数曲線とは
平均検査数(ATI)プロットは、不合格ロットの100%が検査され、不良品の修正検査が行われると仮定した場合の、入検材料の品質と検査が必要な項目数の関係を表します。修正検査では、不良品は排除、交換、または再加工されます。
ATI曲線をプロットすると、平均検査数水準が明確に示されます。
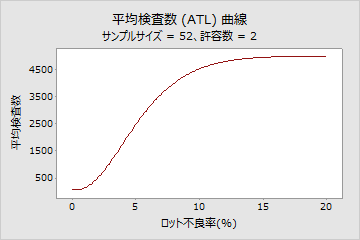
たとえば、抜取検査計画で、5000本のペンから52本をサンプル抽出すると指定されているとします。実際の不良率が1.5%であれば、ロットあたりの平均検査数はペン266.2本になります。
ATI曲線に加えて、検査方法の変更が必要な場合はOC曲線とAOQ曲線も調べる必要があります。
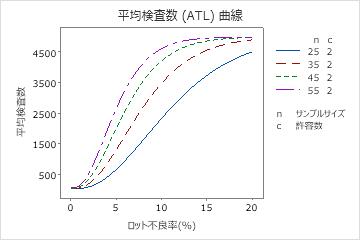
ATI曲線を使用した適切な抜取計画の選択
ATI曲線を比較することで、適切な抜取計画を選択できます。この例で、シフト責任者は5000本のペンから52本をサンプル抽出するのは多すぎると考えています。さまざまなサンプルサイズや許容数の曲線を作成して、平均検査数に対する効果を確認できます。ATI曲線に加えて、適切な抜取検査を選ぶにはOC曲線とAOQ曲線も調べる必要があります。