ステップ1:サンプリング計画のサンプルサイズと受入基準を判断する
受入サンプリング計画を作成する時、製品の1ロットから何個検査するかを決め、いつサンプル測定値に基づいてデータのロットの受入可否を行うかを決めます。
ロットサイズ、AQL、RQL、製造者リスク(α)、消費者リスク(β)の仕様、工程の仕様を用いて、Minitabは特定のサンプルサイズおよび限界距離を示した適切なサンプリング計画を決定します。
限界距離とは、Minitabがサンプルロットの合格/不合格を決めるためにサンプル平均および規格限界と比較する値をです。
サンプルの測定値を集めた後、平均と標準偏差から算出されたZ値を限界距離と比較し、ロット全体の受入可否を判断します。
生成された計画
| サンプルサイズ | 104 |
|---|---|
| 限界距離 (k値) | 3.55750 |
| 100万個あた りの不良品数 | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
主要な結果:サンプルサイズ、限界距離
これらの結果では、サンプルサイズは104です。製品のロット全体から104個を抜き取ります。Minitabは限界距離を3.5570とするために、下側仕様限界0.09インチを用います。
注
上側規格が分かっている場合、その基準も考慮する必要があり、(上側規格 – 平均) / 標準偏差 ≥ 3.55750という条件が満たされていれば合格にします。これらの条件の両方が満たされる必要があります。満たされていない場合は、ロット全体を不合格にします。
ステップ2:代替計画のロットの合格・不合格の確率を比較する
抜取検査計画を作成した後、標本サイズと限界距離を変えて、全体的な標本サイズを減らせます。
標本サイズ、限界距離を変えて、または両方を変えて、計画を比較し、許容リスクがどれだけ異なるかを調べることができます。
方法
| 下側規格 (LSL) | 0.09 |
|---|---|
| 標準偏差の経験値 | 0.025 |
| ロットサイズ | 2500 |
| 合格品質水準 (AQL) | 100 |
| 不合格となる品質水準 (RQLまたはLTPD) | 300 |
ユーザー定義の計画を比較
| サンプルサイズ(n) | 限界距離 (k) | 100万個あた りの不良品数 | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|---|---|
| 50 | 3.5575 | 100 | 0.873 | 0.127 | 85.6 | 360.4 |
| 50 | 3.5575 | 300 | 0.187 | 0.813 | 54.9 | 2042.6 |
| 75 | 3.5575 | 100 | 0.919 | 0.081 | 89.1 | 271.3 |
| 75 | 3.5575 | 300 | 0.138 | 0.862 | 40.1 | 2165.8 |
| 100 | 3.5575 | 100 | 0.947 | 0.053 | 90.9 | 227.5 |
| 100 | 3.5575 | 300 | 0.104 | 0.896 | 30.0 | 2250.3 |
| 104 | 3.5575 | 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 104 | 3.5575 | 300 | 0.100 | 0.900 | 28.6 | 2261.3 |
平均出検品質限界 (AOQL)
| サンプルサイズ | 限界距離 (k) | AOQL | 100万個あた りの不良品数 |
|---|---|---|---|
| 50 | 3.5575 | 96.8 | 148.3 |
| 75 | 3.5575 | 101.0 | 141.9 |
| 100 | 3.5575 | 104.2 | 140.1 |
| 104 | 3.5575 | 104.6 | 140.0 |
主要な結果:合格確率と不合格確率
標本サイズ104、限界距離3.5575の計画は、AQLの目標αリスク5%、RQLの目標βリスク10%に最も一致しているように見えます。標本サイズを100本にわずかに減らす計画も、目標リスクレベルに一致します。
標本サイズ75本、限界距離3.5575の計画にも、許容可能なリスクがあります。ですが、標本サイズ50、限界距離3.5575の時、AQLの合格確率(0.873)は低すぎ、RQLの合格確率(0.187)は高すぎます。
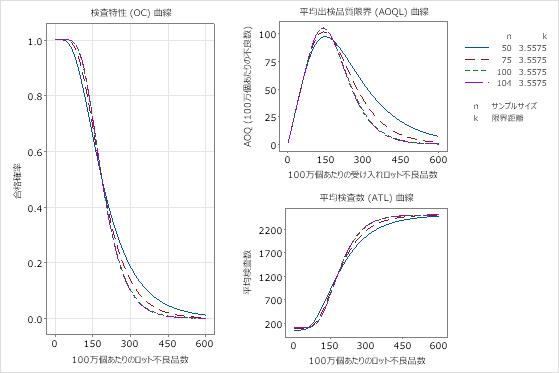
抜取検査グラフで、抜取検査を視覚的に比較することができます。
これらの結果では、標本サイズを104本から100本に減らすと、簡単に決定できます。AQLとRQLの合格確率の変化は、わずか0.5%未満です(0.95 - 0.947)。また、標本サイズを75に減らす決定、または分析を再実行して75~100の標本サイズを選択する決定もできます。