製造エンジニアは、組立工程で2インチのプラスチック製パイプセグメントの荷物を毎週受け取ります。ロットサイズは2500本です。
エンジニアは、パイプの肉厚を確認するために抜取検査計画を実行することにしました。パイプの肉厚の下方規格は0.09インチです。エンジニアと供給業者は、AQLが100万本の不良品数100、RQLが100万本の不良品数300で合意します。
- を選択します。
- ドロップダウンリストから、抜取計画の作成を選択します。
- 品質水準の単位で、100万個あたりの不良品数を選択します。
- 合格品質水準 (AQL)に、「100」と入力します。
- 不合格となる品質水準 (RQLまたはLTPD)に、「300」と入力します。
- 生産者リスク (α)に、「0.05」と入力します。
- 消費者リスク (β)に、「0.10」と入力します。
- 下側規格に、「0.09」と入力します。
- 標準偏差の経験値に、「0.025」と入力します。
- ロットサイズに、「2500」と入力します。
- OKをクリックします。
結果を解釈する
エンジニアは、パイプセグメント2500本のロットごとに、パイプ104本を無作為に抽出して肉厚を測定します。
Z.LSLが、このk = 3.55750の限界距離より大きい場合、エンジニアはロット全体を合格とします。それ以外の場合、エンジニアはロット全体を不合格にします。
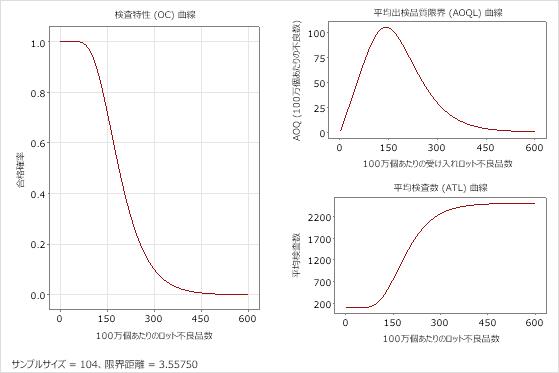
この例の場合、AQL(100万本当たりの不良品数100)の合格確率は0.95、不合格確率は0.05です。エンジニアと供給業者は100万本あたりの不良品数が100のロットの合格率は約95%ということで合意しました。RQL(100万本当たりの不良品数300)の合格確率は0.10、不合格確率は0.90です。エンジニアと供給業者は100万本あたりの不良品数が300のロットはほとんど不合格とすることで合意しました。
ロット全体が不合格になると、通常は全数検査の対象となり、不良品は交換または手直ししなくてはいけません。この検査の種類は、選別型抜取検査と呼ばれます。全数検査および手直しの影響を理解するために、以下の測定基準を用います。
- 平均出検品質(AOQ)は、追加検査や再作業後のロットの平均品質の関係を表します。平均出検品質(AOQ)水準は、AQLの100万本あたりの不良品数が91.1、RQLの100万本あたりの不良品数が28.6となっています。100万本あたりの不良品数140本の平均出検品質限界(AOQL)が104.6というのは、酷い出検品質水準を表します。
- 平均検査量(ATI)は、追加検査や再作業後の検査項目の平均数の関係を表します。ロットあたりの平均検査量(ATI)は、特定の品質水準のパイプの平均数および合格確率を表します。100万本あたりの不良品数が100という品質水準の場合、ロットあたりの平均検査量は223.2本です。100万本あたりの不良品数が300という品質水準の場合、ロットあたりの平均検査量は2261.4本です。
100万個あたりの不良品数におけるロット品質
方法
| 下側規格 (LSL) | 0.09 |
|---|---|
| 標準偏差の経験値 | 0.025 |
| ロットサイズ | 2500 |
| 合格品質水準 (AQL) | 100 |
| 生産者リスク (α) | 0.05 |
| 不合格となる品質水準 (RQLまたはLTPD) | 300 |
| 消費者リスク (β) | 0.1 |
生成された計画
| サンプルサイズ | 104 |
|---|---|
| 限界距離 (k値) | 3.55750 |
| 100万個あた りの不良品数 | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|
| 100 | 0.950 | 0.050 | 91.1 | 223.2 |
| 300 | 0.100 | 0.900 | 28.6 | 2261.4 |
平均出検品質限界 (AOQL)
| AOQL | 100万個あた りの不良品数 |
|---|---|
| 104.6 | 140.0 |