新しい抜取検査計画のサンプルサイズと合格基準を判断する
抜取検査計画を作成する場合、製品のロットから何個を検査するかを決定し、合格と判定されるロットに許容される欠陥数/不良数を決定する必要があります。
Minitabは指定したロットサイズ、AQL、RQL、生産者リスク(α)、消費者リスク(β)を用いて、特定のサンプルサイズおよび許容数で適切な抜取計画を算出します。
生成された計画
| サンプルサイズ | 52 |
|---|---|
| 許容数 | 2 |
| 不良率(%) | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|
| 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
主要な結果: サンプルサイズ、許容数
この結果で、サンプルサイズは52です。製品ロット全体から52個のサンプルを抽出する必要があります。許容数は2です。見つかった不良品の数が2個以下であれば、不良品を交換してロット全体を合格にします。見つかった不良品の数が3個以上であれば、ロット全体を不合格にします。
代替計画のロットの合格・不合格の確率を比較する
抜取検査計画を作成した後、標本サイズと許容数を変えて、全体的な標本サイズを減らしたり、検査手順にもっと合うようにしたりできます。例えば、測定者は、便利さから、標本品数を10にすることを好むかもしれません。
標本サイズ、許容数を変えて、または両方を変えて、計画を比較し、許容リスクがどれだけ異なるかを調べることができます。
ユーザー定義の計画を比較
| サンプルサイズ(n) | 許容数(c) | 不良率(%) | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|---|---|
| 40 | 1 | 1.5 | 0.879 | 0.121 | 1.308 | 639.6 |
| 40 | 1 | 10.0 | 0.080 | 0.920 | 0.798 | 4600.9 |
| 50 | 1 | 1.5 | 0.827 | 0.173 | 1.229 | 904.8 |
| 50 | 1 | 10.0 | 0.034 | 0.966 | 0.334 | 4832.8 |
| 60 | 1 | 1.5 | 0.773 | 0.227 | 1.145 | 1182.5 |
| 60 | 1 | 10.0 | 0.014 | 0.986 | 0.136 | 4931.9 |
| 40 | 2 | 1.5 | 0.978 | 0.022 | 1.455 | 149.5 |
| 40 | 2 | 10.0 | 0.223 | 0.777 | 2.210 | 3894.9 |
| 50 | 2 | 1.5 | 0.961 | 0.039 | 1.427 | 244.3 |
| 50 | 2 | 10.0 | 0.112 | 0.888 | 1.106 | 4446.9 |
| 60 | 2 | 1.5 | 0.939 | 0.061 | 1.391 | 363.7 |
| 60 | 2 | 10.0 | 0.053 | 0.947 | 0.524 | 4738.0 |
主要な結果:合格確率と不合格確率
それぞれの標本サイズで、許容数が1の時のAQLの合格確率は、許容数が2の時の合格確率よりも低いです。
それぞれの標本サイズで、許容数が1の時のRQLの不合格確率は、許容数が2の時の不合格確率よりも高いです。
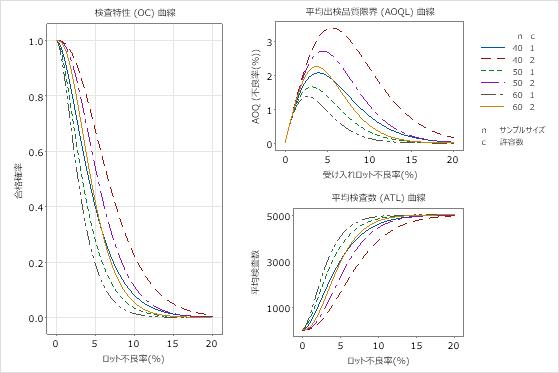
抜取検査グラフで、抜取検査を視覚的に比較することができます。標本サイズ50、許容数2の計画は、AQLの目標αリスク5%、RQLの目標βリスク10%に最も一致しているように見えます。
標本サイズを40に減らした許容数1の計画には、品質水準12.1%の1.5%のロットが不合格になるリスクがあります。減らされた標本サイズの許容リスクかもしれません。ですが、標本サイズ40、許容数2の時、RQL(0.223)の合格確率は、高すぎます。