販売部門の担当者は、ベンダーからペンを購入して展示会で配るとします。ペンのロットサイズは、1回の出荷当たり5000個です。販売担当者には、各ロットから52本のペンを検査する抜取計画があります。不良数が2本以下の場合、販売担当者は出荷全体を合格にします。AQLは1.5%、RQLは10%と仮定します。
販売責任者は、標本のペン数を25本に減らし、許容数を1本に減らすことに関連するリスクを評価しようと考えています。
- ドロップダウンリストから、ユーザー定義による抜取計画の比較を選択します。
- 測定タイプで、合格/不合格 (不良品)を選択します。
- 品質水準の単位で、不良率(%)を選択します。
- 合格品質水準 (AQL)に、「1.5」と入力します。
- 不合格となる品質水準 (RQLまたはLTPD)に、「10」と入力します。
- サンプルサイズで、52 25と入力します。
- 許容数で、2 1と入力します。
- ロットサイズに、「5000」と入力します。
- OKをクリックします。
結果を解釈する
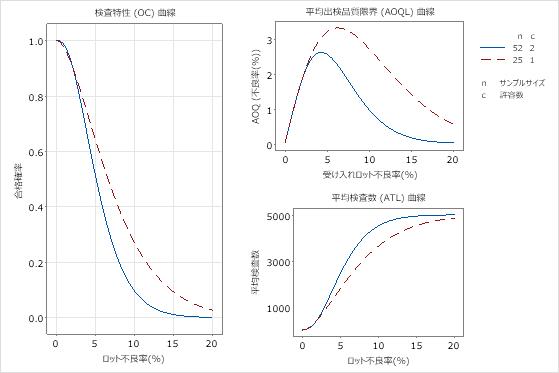
責任者は異なる抜取計画のグラフを比較し、入検品質の不良率が1.5%近くだと2つの抜取計画はかなり似る一方で、入検品質の不良率が10%だとかなり異なることに気づきます。
AQL(1.5%)で合格確率はわずかな規模(0.957~0.946)の変化をし、AOQとRQLの差も最低限です。RQL(10%)で合格確率ははるかに大きな規模(0.271~0.097)の変化をし、AOQとATIの差もずっと大きいです。
責任者の結論は、ペンの抜取りは簡単で安く、入検品質が悪い時に検査を是正することで平均出検品質を落としたり抜取るペン数を増やしたりするリスクを冒すべきではない、というものです。
測定タイプ: 合格/不合格
不良率(%)によるロット品質
ロットサイズ: 5000
二項分布を使用して合格確率を計算
方法
| 合格品質水準 (AQL) | 1.5 |
|---|---|
| 不合格となる品質水準 (RQLまたはLTPD) | 10 |
ユーザー定義の計画を比較
| サンプルサイズ(n) | 許容数(c) | 不良率(%) | 合格確率 | 不合格確率 | AOQ | ATI |
|---|---|---|---|---|---|---|
| 52 | 2 | 1.5 | 0.957 | 0.043 | 1.420 | 266.2 |
| 52 | 2 | 10.0 | 0.097 | 0.903 | 0.956 | 4521.9 |
| 25 | 1 | 1.5 | 0.946 | 0.054 | 1.412 | 292.4 |
| 25 | 1 | 10.0 | 0.271 | 0.729 | 2.698 | 3650.8 |
平均出検品質限界 (AOQL)
| サンプルサイズ(n) | 許容数(c) | AOQL | 不良率(%) |
|---|---|---|---|
| 52 | 2 | 2.603 | 4.300 |
| 25 | 1 | 3.303 | 6.250 |