Une équipe de chercheurs souhaite utiliser les données d’un processus de moulage par injection pour étudier les paramètres des machines qui maximisent un type de résistance d’une pièce en plastique. Les variables comprennent les commandes sur les machines, les différentes formules de plastique et les machines de moulage par injection. L’équipe souhaite identifier des réglages de procédé qui produisent des pièces à haute résistance tout en minimisant le surplus de poids. Ces deux réponses suscitent un intérêt particulier car une façon d’obtenir une grande résistance est de fabriquer des pièces plus denses et plus lourdes. L’analyse inclut également une variable de réponse multinomiale qui classe les parties comme sous-remplies, nominales ou surchargées.
Les ingénieurs adaptent des modèles prédictifs à la fois pour les réponses et Optimisation des réponses pour trouver des réglages de prédiction qui équilibrent le compromis entre les deux réponses.
- Ouvrez les données d’échantillonnage, ProcessusInjectionRepMultiples.MPX.
- Sélectionnez .
- Sélectionnez État de remplissage dans la feuille de travail 1. Ensuite, sélectionnez Random Forests® Classification multinomiale 1 comme modèle.
- Sélectionnez Poids supplémentaire dans la feuille de travail 1. Ensuite, sélectionnez MARS® Régression 1 comme modèle.
- Sélectionnez force dans la feuille de travail 1. Ensuite, sélectionnez TreeNet® Regression 1 comme modèle.
- Sélectionnez OK.
Vérifier les modèles
Les résultats du diagramme de modèles montrent que la performance des modèles, les plages de variables et les importances des variables. L’équipe convient que les valeurs de R-carré suffisamment élevées et que le taux de mauvaise classification sont suffisamment faibles. L’équipe convient également que les variables ont leurs plages attendues. Parce que les résultats sont ceux attendus par l’équipe, elle procède à l’analyse d’optimisation.
Performance du modèle
| Variable de réponse | Modèle |
|---|---|
| État de remplissage | Random Forests® Classification multinomiale 1 |
| Poids supplémentaire | MARS® Régression 1 |
| force | TreeNet® Régression 1 |
| Variable de réponse | Méthode de validation |
|---|---|
| État de remplissage | Out-of-Bag |
| Poids supplémentaire | Validation croisée pour 5 ensemble(s) |
| force | Validation croisée pour 5 ensemble(s) |
| Variable de réponse | Performances |
|---|---|
| État de remplissage | Taux de mauvaise classification: 7,24% |
| Poids supplémentaire | R carré: 87,97% |
| force | R carré: 89,92% |
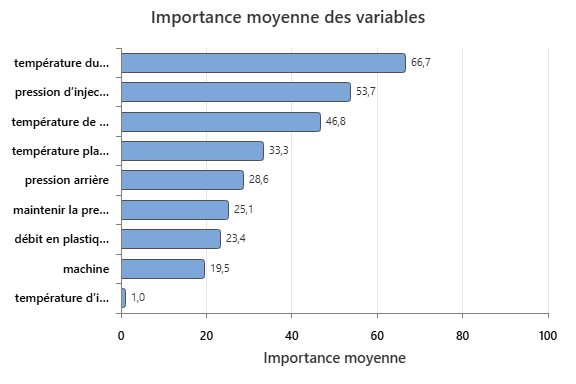
Plages des variables
| Variable | Importance moyenne | ID | Valeurs | Réponses |
|---|---|---|---|---|
| température du moule | 66,6667 | 9 | [30,1; 1649,5] | Poids supplémentaire; force |
| pression d’injection | 53,7347 | 1 | [75; 150] | Tous |
| température de refroidissement | 46,8183 | 2 | [25; 45] | Tous |
| température plastique | 33,3333 | 5 | [200; 400] | État de remplissage |
| pression arrière | 28,5955 | 4 | [0,4; 0,7] | État de remplissage |
| maintenir la pression | 25,1115 | 3 | [21; 48] | État de remplissage; Poids supplémentaire |
| débit en plastique | 23,3546 | 6 | [10; 50] | État de remplissage |
| machine | 19,5256 | 7 | 1; 2; 3; 4 | Poids supplémentaire; force |
| température d’injection | 0,9739 | 8 | [85; 100] | Poids supplémentaire |
Effectue l’optimisation
- Dans les résultats, sélectionnez Optimisation des réponses.
- Dans la État de remplissage ligne, sélectionnez Conforme dans Classes d'optimisation. Sélectionnez Maximiser dans Objectif.
- Dans la Poids supplémentaire ligne, sélectionnez Minimiser dans Objectif.
- Dans la force ligne, sélectionnez Maximiser dans Objectif.
- Sélectionnez Désirabilité.
- Dans la Poids supplémentaire ligne, spécifiez les valeurs suivantes :
Cible Supérieur Pondération Importance 0 2 1 1 - Dans la force ligne, spécifiez les valeurs suivantes :
Inférieur Cible Pondération Importance 300 1600 1 3 - Sélectionnez OK dans chaque boîte de dialogue.
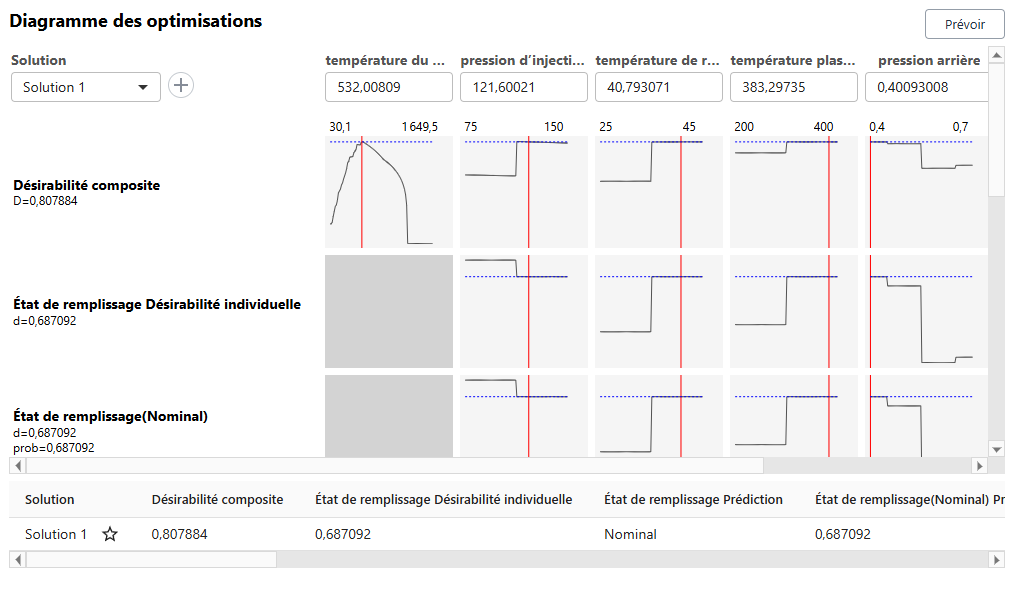
Minitab utilise les modèles stockés pour estimer les paramètres de prédiction qui optimisent les valeurs des variables de réponse. La désirabilité combinée ou composite de ces réponses est d’environ 0,8, ce qui indique que la solution n’a pas atteint l’objectif d’au moins une réponse.
Le tableau des plages de variables inclut l’importance moyenne des variables à travers les modèles dans l’optimisation. Dans ces données, température du moule est la variable la plus importante. Les variables sont dans le tableau par ordre d’importance moyenne, donc température du moule en haut.
Optimisation de réponse : État de remplissage; Poids supplémentaire; force
Examinez le graphique d’optimisation
Le graphique d’optimisation montre qu’une augmentation de température du moule augmente la désirabilité de force. Une augmentation de température du moule diminue la désirabilité de Poids supplémentaire. Parce que les spécifications de l’optimisation indiquent que force est la plus importante , l’optimisation trouve une solution dont la désirabilité individuelle est de près de 1 pour force. La solution présente de fortes désirabilités individuelles pour Poids supplémentaire et pour État de remplissage.
Vous pouvez ajuster les paramètres de facteur de cette solution initiale directement sur le plot. Déplacez les barres verticales pour modifier les réglages du prédicteur et voyez comment la désirabilité individuelle (d) des réponses et la désirabilité composite changent.
Modifier le graphique d’optimisation
- Sélectionnez le graphique d’optimisation.
- Ouvrez le menu graphique en haut à droite du graphique d’optimisation.
- Sélectionnez Options graphiques.
- Dans le volet, développez Options.
- Désélectionnez Afficher des graphiques de désirabilité individuels.
- Sélectionnez Variables de réponses.
- Désélectionnez État de remplissage.
- Sélectionnez OK.
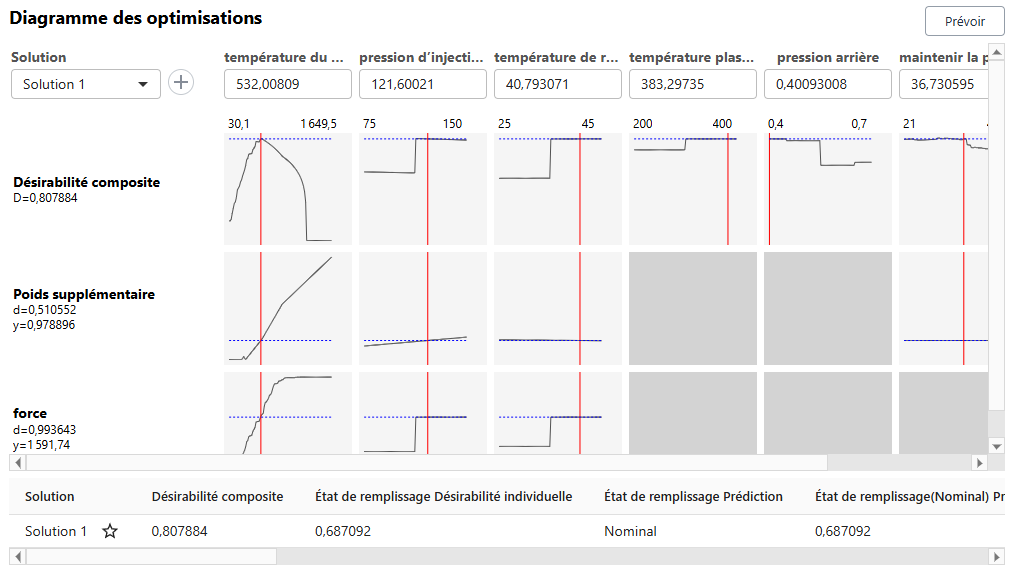
Le graphique d’optimisation modifié met en lumière la nécessité de choisir une température de moule qui équilibre une augmentation du poids supplémentaire avec une augmentation de la résistance