Sur ce thème
Etape 1 : Evaluer la variation des mesures par rapport à l'étendue de tolérance
Utilisez une carte d'essais pour rechercher des preuves de biais ou une autre variation du système de mesure dans votre procédé.
Vous pouvez avoir des mesures proches de la ligne de référence, des mesures qui varient sur l'ensemble de l'étendue de tolérance ou des mesures qui dépassent l'étendue de la tolérance de +/- 10 %. Si l'un des points dépasse les limites, vous devez étudier la capabilité du système.
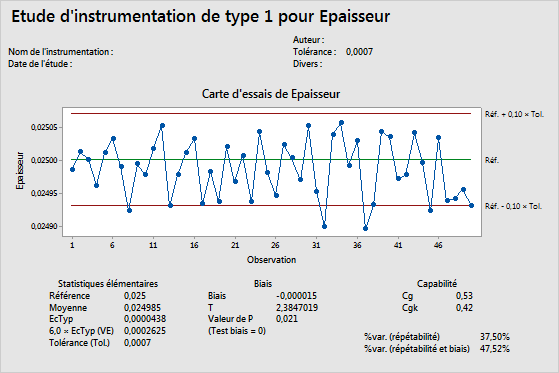
Résultat principal : carte d'essais
Dans ces résultats, la plupart des mesures d'épaisseur se trouvent dans l'étendue de tolérance de ± 10 %. Toutefois, certaines mesures sont inférieures à la valeur attendue (inférieures à l'étendue de tolérance à −10 %), ce qui peut indiquer un problème dans le système de mesure.
Etape 2 : Evaluer le biais dans le système de mesure
Le biais de l'instrumentation désigne la différence entre la moyenne des mesures et la valeur de référence. Utilisez la valeur de p pour déterminer si votre système de mesure présente un biais significatif. L'hypothèse nulle est que le biais est nul, tandis que l'hypothèse alternative est que le biais est différent de 0.
Pour déterminer si le système de mesure présente un biais significatif, comparez la valeur de p au seuil de signification (noté α ou alpha). En général, un seuil de signification de 0,05 fonctionne bien. Un seuil de signification de 0,05 indique 5 % de risques de conclure à tort que le système présente un biais.
- Valeur de p ≤ α : le système de mesure présente un biais (H0 rejetée)
- Si la valeur de p est inférieure ou égale au seuil de signification, vous rejetez l'hypothèse nulle. Vous pouvez conclure que votre système de mesure présente un biais statistiquement significatif. Etudiez votre système de mesure pour déterminer la cause de ce biais et améliorer votre système.
- Valeur de p > α : impossible de conclure que le système de mesure ne présente pas de biais (H0 non rejetée)
- Si la valeur de p est supérieure au seuil de signification, vous ne pouvez pas rejeter l'hypothèse nulle. Vous ne possédez pas suffisamment de preuves pour conclure que le biais du système de mesure est statistiquement significatif. Toutefois, vous ne pouvez pas non plus conclure que le système de mesure ne comporte pas de biais.
Résultats principaux : biais, valeur de T, valeur de p
Dans ces résultats, la valeur de p de 0,021 étant inférieure au seuil de signification de 0,05, vous disposez de suffisamment de preuves pour conclure à l'existence d'un biais. Le biais est statistiquement significatif, bien qu'il semble faible (-0,000015).
Etape 3 : Evaluer la capabilité du système de mesure
Utilisez les indices de capabilité pour déterminer si votre système de mesure est capable de mesurer des pièces de façon constante et exacte.
Cg compare la tolérance à la variation des mesures. Cgk compare la tolérance à la variation des mesures et au biais.
Résultats principaux : Cg, Cgk
Dans ces résultats, Cg est égal à 0,53 et Cgk à 0,42. Ces deux indices de capabilité sont inférieurs à la valeur de référence couramment utilisée de 1,33. Ces résultats indiquent que le système de mesure ne peut pas mesurer des pièces de façon cohérente et exacte. Vous devez améliorer le système de mesure de façon à le rendre plus fiable.