Sur ce thème
Carte d'essais
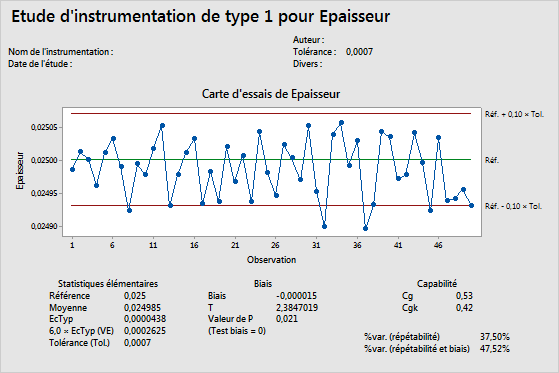
La carte d'essais montre le degré de variation des mesures par rapport à la valeur de référence et à l'étendue de tolérance. Les observations sont représentées dans une séquence de mesures. Utilisez une carte d'essais pour rechercher des preuves de biais ou une autre variation du système de mesure dans votre procédé.
Références
La valeur de référence est la mesure connue et correcte du standard. Elle sert de valeur maître pour la comparaison au cours d'une analyse du système de mesure. Par exemple, vous disposez d'une pièce de référence dont le poids connu est de 0,025 g que vous utilisez pour calibrer vos balances.
Dans l'idéal, la valeur de référence doit être proche du centre de la zone de tolérance pour la caractéristique mesurée.
Les valeurs de référence peuvent être déterminées de nombreuses manières, en fonction des normes de l'industrie et des attentes de l'entreprise et du client. En général, il est possible de déterminer une valeur de référence en effectuant la moyenne de mesures répétées sur du matériel de mesure plus précis ou à l'aide d'un standard certifié en laboratoire.
Moyenne
La moyenne est la moyenne de toutes les mesures du standard, soit la somme de toutes les mesures divisée par le nombre de mesures.
EcTyp
EcTyp est l'écart type de toutes les mesures du standard.
L'écart type est la mesure la plus courante de la dispersion ou de la répartition des données par rapport à la moyenne. Un écart type d'échantillon supérieur indique que vos données sont réparties plus largement autour de la moyenne.
6 * EcTyp (VE)
La variation de l'étude est égale à 6 fois l'écart type.
Par défaut, la variation de l'étude pour chaque composante représente six fois son écart type, mais vous pouvez modifier le multiplicateur. L'AIAG recommande l'utilisation de la valeur 6 dans les études de R&R de l'instrumentation, car 6 est le nombre d'écarts types nécessaires à la capture de 99,73 % de la variation par rapport à une source. Par exemple, spécifiez 5,15 pour capturer 99 % de la variation.
Tolérance (Tol.)
La tolérance est l'étendue de la tolérance de la composante mesurée. Il s'agit de la différence entre les limites supérieure et inférieure de spécification.
Biais
Le biais est une mesure de l'exactitude d'un système de mesure. Le biais est calculé comme la différence entre la valeur du standard connue d'une pièce de référence et la moyenne observée des mesures.
Interprétation
- Un biais positif indique que l'instrumentation surestime.
- Un biais négatif indique que l'instrumentation sous-estime.
Pour une instrumentation qui mesure avec exactitude, le %biais sera petit. Utilisez la valeur de p afin de déterminer si le biais est statistiquement significatif.
T
T est la statistique t de l'hypothèse alternative selon laquelle le biais est différent de 0.
Le test t compare cette statistique t observée à une valeur critique sur la loi T avec (n-1) degrés de liberté pour déterminer si le biais du système de mesure est statistiquement significatif.
valeur de p
La valeur de p est associée à la statistique t. Il s'agit de la probabilité d'obtenir une statistique t aussi élevée ou plus élevée que la valeur calculée, en supposant un biais égal à zéro. Au fur et à mesure de l'augmentation de la statistique t, la valeur de p décroît. Une valeur de p faible implique que l'hypothèse selon laquelle le biais = 0 n'est probablement pas vraie.
Cg
Cg est un indice de capabilité qui compare l'étendue de tolérance à la variation des mesures par rapport à l'instrumentation et à l'opérateur.
Interprétation
Des valeurs supérieures de Cg indiquent un système démontrant une plus grande capabilité. Lorsque la valeur Cg est inférieure à la valeur de référence couramment utilisée de 1,33, le système de mesure ne peut pas mesurer des pièces de façon cohérente et exacte.
Les indices de capabilité sont calculés uniquement lorsque l'étendue de tolérance est indiquée.
Pour plus d'informations sur la valeur Cg, reportez-vous à la rubrique Minitab mesure la répétabilité avec la mesure Cg.
Cgk
Cgk est un indice de capabilité qui compare l'étendue de tolérance au total du biais et à la variation des mesures par rapport à l'instrumentation et à l'opérateur.
Interprétation
Des valeurs supérieures de Cgk indiquent un système démontrant une plus grande capabilité. Lorsque la valeur Cgk est inférieure à la valeur de référence couramment utilisée de 1,33, le système de mesure ne peut pas mesurer des pièces de façon cohérente et exacte.
Les indices de capabilité sont calculés uniquement lorsque l'étendue de tolérance est indiquée.
Pour plus d'informations sur la valeur Cgk, reportez-vous à la rubrique Minitab mesure le biais avec la mesure Cgk.
Résolution
La résolution est la résolution de l'instrumentation spécifiée.
Il est recommandé que la résolution ne dépasse pas 5 % de la tolérance. Si vous indiquez à la fois la résolution et la tolérance, Minitab calcule si la résolution est inférieure, égale ou supérieure à 5 % de la tolérance.
%var. (répétabilité)
La valeur %var. pour la répétabilité compare la répétabilité de l'instrumentation à la tolérance.
%var. (répétabilité et biais)
La valeur %var. pour la répétabilité et le biais compare le biais et la répétabilité de l'instrumentation à la tolérance.
VDA 5
Remarque
VDA 5 est uniquement dans l’application web.
- Étalonnage (uCAL)
- L’étalonnage (uCAL) est l’incertitude des mesures résultant de l’étalonnage de l’étalon de référence. Cette statistique est un intrant de l’analyse. Habituellement, cette valeur provient du certificat d’étalonnage.
- Répétabilité à la référence (uEVR)
- La répétabilité à la référence (uEVR) est l’incertitude résultant des mesures répétées de la pièce de référence par le même opérateur avec le même appareil.
- Résolution (uRE)
- La résolution (uRE) est l’incertitude due à la résolution de la jauge. L’analyse calcule cette statistique lorsque la résolution de la jauge est une entrée de l’analyse.
- Biais (uBI)
- Le biais (uBI) est l’incertitude dans les mesures due à la différence entre la mesure de référence connue et la moyenne des mesures de l’étude.
- Linéarité (uLIN)
- La linéarité (uLIN) est l’incertitude des mesures dues à la linéarité. La linéarité est la différence entre la valeur de la pièce de référence et la mesure moyenne qui provient de la variation du biais lorsque la valeur de la pièce change. Cette statistique est un intrant de l’analyse. Habituellement, cette valeur provient d’une étude de linéarité où la pièce de référence se trouvait dans la plage de mesures.
- Autres facteurs (uREST)
- Les autres facteurs (uREST) sont l’incertitude dans les mesures due à un ou plusieurs facteurs supplémentaires. Si les spécifications de l’analyse comportent un facteur supplémentaire, alors cette incertitude est un intrant de l’analyse. Si les spécifications de l’analyse comportent plus d’un facteur, cette incertitude combine les valeurs. Par exemple, utilisez les spécifications pour d’autres facteurs afin de tenir compte de l’incertitude due à la température si les mesures présentent des différences plus importantes lorsque la collecte de données se déroule à une température plus élevée.
- Système de mesure (uMS)
- Le système de mesure (uMS) combine toutes les composantes d’incertitude pour estimer l’incertitude totale du système de mesure.
- % du total
- Pour chaque source d’incertitude, l’analyse présente le pourcentage du SMU qui résulte de cette source. Utilisez le pourcentage pour comparer le degré d’incertitude provenant des différentes sources.
- % de tolérance ( %QMS)
- Le % de tolérance ( %QMS) combine l’incertitude du système de mesure avec la variation de l’étude et compare la valeur à la tolérance du processus. %QMS est un moyen courant de décider si un système de mesure est satisfaisant. Dans certaines applications, une valeur de 15 % ou moins indique qu’un système de mesure est satisfaisant.