Sur ce thème
Etape 1 : Utiliser le tableau ANOVA pour identifier les interactions et les facteurs significatifs
- Opérateur : variation issue des opérateurs
- Pièce (Opérateur) : variation issue des pièces emboîtées dans chaque opérateur.
- Erreur ou répétabilité : variation qui n'est pas expliquée par les termes Pièce et Opérateur.
R&R de l'instrumentation (emboîtée) pour Réponse
| Source | DL | Somme des carrés | CM | F | P |
|---|---|---|---|---|---|
| Opérateur | 2 | 2,618 | 1,30922 | 0,2594 | 0,773 |
| Pièce (Opérateur) | 27 | 136,285 | 5,04758 | 34,5709 | 0,000 |
| Répétabilité | 30 | 4,380 | 0,14601 | ||
| Total | 59 | 143,283 |
Résultat principal : P
Pour cet exemple, la valeur de p pour Opérateur est de 0,773. La valeur de p étant supérieure à 0,05, vous ne pouvez pas rejeter l'hypothèse nulle et pouvez conclure que la mesure de la force moyenne ne dépend probablement pas de l'opérateur qui prend les mesures. La valeur de p pour Pièce (Opérateur) est de 0,000 et est inférieure à 0,05. Les mesures moyennes des différentes pièces emboîtées dans chaque opérateur sont significativement différentes.
Etape 2 : Evaluer la variation de chaque source d'erreur de mesure
- R&R de l'instrumentation totale : somme des composantes des variances Répétabilité et Reproductibilité.
- Répétabilité : variabilité des mesures lorsque les pièces du même lot sont mesurées par le même opérateur.
- Reproductibilité : variabilité des mesures lorsque les pièces sont mesurées par plusieurs opérateurs
- De pièce à pièce : variabilité des mesures due aux différentes pièces.
Remarque
Si un opérateur peut mesurer une pièce une seule fois (comme dans le cas d'un test destructif), vous devez pouvoir supposer que toutes les pièces d'un même lot sont suffisamment identiques pour prétendre que c'est la même pièce. Si vous ne pouvez pas faire une telle supposition, les variations entre les pièces d'un même lot masquent la variation du système de mesure.
Dans l'idéal, la variabilité due à la répétabilité et à la reproductibilité doit être minime. Les différences entre les pièces (De pièce à pièce) doivent expliquer la majeure partie de la variabilité.
Composantes de la variance
| Source | CompVar | % contribution (de CompVar) |
|---|---|---|
| R&R de l'instrumentation totale | 0,14601 | 5,62 |
| Répétabilité | 0,14601 | 5,62 |
| Reproductibilité | 0,00000 | 0,00 |
| De pièce à pièce | 2,45079 | 94,38 |
| Variation totale | 2,59679 | 100,00 |
Résultats principaux : CompVar, % contribution
La valeur % contribution de la valeur R&R de l'instrumentation totale est de 5,62 % et de la variation de pièce à pièce est de 94,38 %. Lorsque la valeur % contribution de la variation de pièce à pièce est élevée, le système de mesure peut effectuer une distinction fiable entre les pièces.
Evaluation de l'instrumentation
| Source | Ecart type | Variations d'étude (6 × écart type) | % var étude (%VE) |
|---|---|---|---|
| R&R de l'instrumentation totale | 0,38211 | 2,29265 | 23,71 |
| Répétabilité | 0,38211 | 2,29265 | 23,71 |
| Reproductibilité | 0,00000 | 0,00000 | 0,00 |
| De pièce à pièce | 1,56550 | 9,39300 | 97,15 |
| Variation totale | 1,61146 | 9,66874 | 100,00 |
Résultats principaux : Var. de l'étude (%)
Utilisez la variation de l'étude en pourcentage (Var. de l'étude [%]) pour comparer la variation du système de mesure à la variation totale. La variation de l'étude en pourcentage utilise la variation de procédé, définie comme étant égale à 6 fois l'écart type du procédé. Minitab affiche la colonne %Tolérance lorsque vous saisissez une valeur de tolérance et Minitab affiche la colonne % procédé lorsque vous saisissez un écart type historique.
Selon les directives de l'AIAG, si la variation du système de mesure est inférieure à 10 % de la variation du procédé, le système de mesure est acceptable. La valeur R&R de l'instrumentation totale représente 23,71 % de la variation de l'étude. La variation de R&R de l'instrumentation totale peut être acceptable en fonction de l'application. Il est possible d'améliorer le système de mesure en formant les opérateurs ou en acquérant de meilleures instrumentations. Pour plus d'informations, reportez-vous à la rubrique Mon système de mesure est-il acceptable ?.
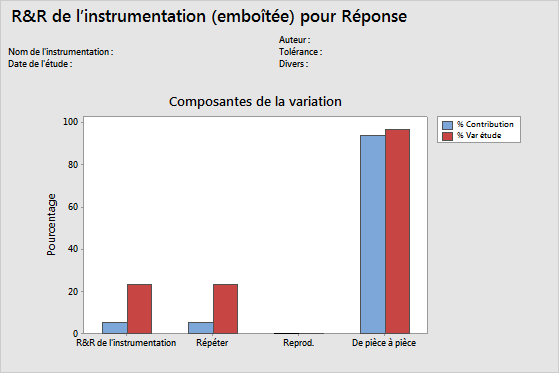
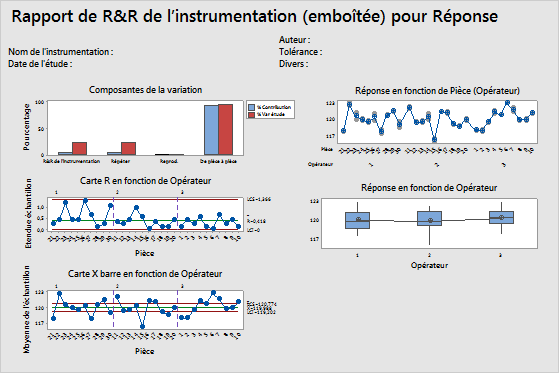
Résultats principaux : Graphique Composantes de la variation
Le graphique des composantes de la variation indique la variation due aux sources d'erreur de mesure. Minitab affiche les barres du graphique %Tolérance lorsque vous saisissez une valeur de tolérance et les barres du graphique %Procédé lorsque vous saisissez un écart type historique.
Ce graphique montre que la majeure partie de la variabilité est due à la variation de pièce à pièce, ce qui indique que la majeure partie de la variation du système de mesure est due à des différences entre les pièces.
Etape 3 : Examiner les graphiques pour obtenir plus d'informations sur l'étude de l'instrumentation
- Graphique des composantes de variation
- Indique si la plus grande composante de variation est la variation de pièce à pièce.
- Carte R par opérateur
- Affiche si des points se situent au-dessus de la limite de contrôle supérieure.
- Carte X barre par opérateur
- Affiche si la plupart des points se situent au-delà des limites de contrôle.
- Graphique Mesures par pièce (opérateur)
- Indique si plusieurs mesures de chaque pièce par chaque opérateur sont proches les unes des autres, ce qui indique une variabilité inter et intra-pièces.
- Graphique Mesures par opérateur
- Indique si les différences entre les opérateurs sont légères par rapport aux différences entre les pièces.