Sur ce thème
Etape 1 : Examiner la droite de régression ajustée pour évaluer la linéarité
La linéarité évalue l'évolution du biais moyen sur l'étendue d'utilisation attendue du système de mesure.
Utilisez le diagramme du biais en fonction de la valeur de référence pour observer le degré de variation des valeurs de biais pour chaque pièce. Pour chaque valeur de référence, les cercles bleus représentent les valeurs de biais et les carrés rouges représentent la valeur de biais moyenne.
Le biais est la différence entre la valeur de référence d'une pièce et les mesures de la pièce par l'opérateur. Les valeurs de biais moyennes se trouvent également dans le tableau Biais de l'instrumentation sous Biais.
Une droite est ajustée via les valeurs du biais, à l'aide de la régression ordinaire sur les moindres carrés. Vous souhaitez que les données forment une ligne horizontale, ce qui indique que le biais ne change pas en fonction de la taille des pièces, et que le système de mesure ne comporte pas de biais significatif. Lorsque la ligne horizontale est proche de 0, la différence entre la mesure moyenne observée et la valeur de référence est très faible, ce qui indique également que le système ne comporte pas de biais significatif.
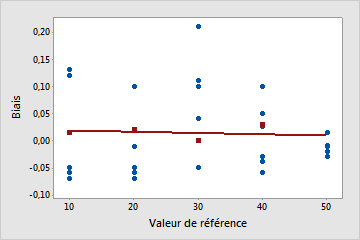
Le biais est très infime pour toutes les pièces.
Il s'agit de la situation idéale : la ligne est horizontale et proche de 0. Le biais est très infime pour chaque pièce et la ligne horizontale indique que la linéarité n'est pas un problème.
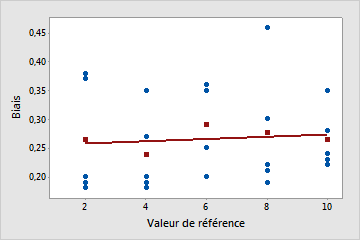
La linéarité ne semble pas être un problème
La ligne tracée est pratiquement horizontale, ce qui indique que le biais moyen est relativement constant et ne dépend pas de la valeur de référence. Dans cet exemple, les mesures de toutes les pièces sont supérieures aux mesures de pièce de référence correspondantes.
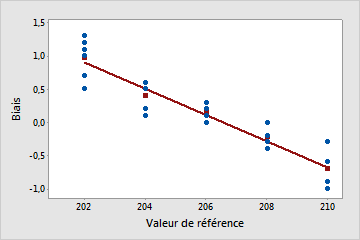
La linéarité semble être un problème
La ligne tracée est inclinée. Dans cet exemple, les mesures des plus petites pièces sont supérieures aux valeurs de pièces de référence correspondantes. Les mesures des plus grandes pièces ont tendance à être inférieures aux valeurs de pièces de référence correspondantes.
Etape 2 : Déterminer si la linéarité de l'instrumentation est statistiquement significative
En général, plus la pente de la droite d'ajustement est proche de zéro, meilleure est la linéarité de l'instrumentation. Idéalement, la droite d'ajustement est horizontale et proche de 0.
- Si la valeur de p est supérieure à 0,05, vous pouvez conclure à l'absence de linéarité et vous pouvez évaluer le biais. Utilisez la valeur de p du biais moyen pour déterminer si le biais moyen est significativement différent de 0.
- Si la valeur de p est inférieure ou égale à 0,05, vous pouvez conclure que la linéarité est un problème. Vous pouvez évaluer le biais à chaque valeur de référence individuelle, mais pas le biais global. Vous ne pouvez pas évaluer le biais global en présence d'une linéarité significative, car les biais sont différents en cas de valeurs de référence différentes. En d'autres termes, lorsque la linéarité est statistiquement significative, interprétez les valeurs de p de biais pour les niveaux de référence individuels uniquement.
Résultat principal : valeur de p de linéarité de l'instrumentation
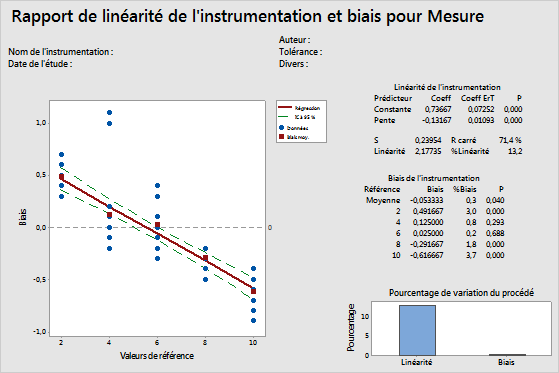
Dans ces résultats, la valeur de p de la pente est de 0,000, ce qui indique que la pente est significative et qu'une linéarité est présente dans le système de mesure. La linéarité étant statistiquement significative, vous devez utiliser des valeurs de biais individuelles et non pas la valeur de biais moyenne globale.
Etape 3 : Déterminer si le biais de l'instrumentation est statistiquement significatif
Le biais est la différence entre la valeur de référence d'une pièce et les mesures de la pièce par l'opérateur. Examinez la valeur %Biais pour chaque valeur de référence et la valeur %Biais moyen. La valeur %Biais est le biais exprimé sous forme de pourcentage de la variabilité du procédé.
- Un biais positif indique que l'instrumentation surestime.
- Un biais négatif indique que l'instrumentation sous-estime les valeurs.
Pour une instrumentation qui mesure avec exactitude, la valeur %Biais est également petite.
Utilisez les valeurs de p employées pour déterminer si le biais = 0 à chaque valeur de référence et pour le biais moyen.
Résultats principaux : %Biais, valeur de p pour le biais de l'instrumentation
Dans ces résultats, les valeurs %Biais varient de 0,2 à 3,7, et leurs valeurs de p varient de 0,000 à 0,688. En présence d'une linéarité, interprétez les valeurs de p de biais pour les niveaux de référence individuels uniquement, et n'utilisez pas la valeur de biais moyenne globale. Les valeurs de référence 2, 8 et 10 présentent un biais tandis que les mesures des valeurs de référence 4 et 6 ne semblent pas en avoir.