Sur ce thème
Etape 1 : Utiliser le tableau ANOVA pour identifier les interactions et les facteurs significatifs
- Pièce : variation issue des pièces.
- Opérateur : variation issue des opérateurs.
- Facteurs emboîtés : variation issue des facteurs emboîtés. Deux facteurs sont emboîtés lorsque chaque niveau d'un facteur agit avec un seul niveau de l'autre facteur. Par exemple, si deux opérateurs mesurent deux ensembles ou deux pièces différents, mais de type similaires, les pièces sont emboîtées sous l'opérateur et sont notées sous la forme par Pièce (Opérateur). Dans ce cas, si la mesure moyenne de différentes pièces effectuée par chaque opérateur varie beaucoup, Pièce (Opérateur) est une source significative de variabilité.
- Termes d'interaction, comme Pièce*Opérateur : variation issue d'une interaction. Par exemple, il existe une interaction lorsqu'un opérateur mesure différemment différentes pièces.
- Erreur ou répétabilité : variation qui n'est pas expliquée par les termes Pièce, Opérateur ou d'autres termes dans le modèle.
Si la valeur de p d'une interaction est égale à au moins 0,05, Minitab omet l'interaction car elle n'est pas significative et génère un deuxième tableau ANOVA sans interactions non significatives.
Tableau ANOVA comprenant tous les termes
| Source | DL | SomCar séq | SomCar ajust | CM ajust | Valeur F | Valeur de p | |
|---|---|---|---|---|---|---|---|
| Pièce | 21 | 1071,30 | 1071,30 | 51,014 | 6,46 | 0,000 | |
| Opérateur | 2 | 32,18 | 32,18 | 16,089 | 3,27 | 0,164 | x |
| Poste | 1 | 11,25 | 11,25 | 11,247 | 3,50 | 0,202 | |
| Pièce*Opérateur | 42 | 331,81 | 331,81 | 7,900 | 1,27 | 0,189 | |
| Opérateur*Poste | 2 | 6,43 | 6,43 | 3,217 | 0,52 | 0,598 | |
| Répétabilité | 63 | 390,53 | 390,53 | 6,199 | |||
| Total | 131 | 1843,50 |
Tableau ANOVA comprenant les termes utilisés pour les calculs R&R de l'instrumentation
| Source | DL | SomCar séq | SomCar ajust | CM ajust | Valeur F | Valeur de p |
|---|---|---|---|---|---|---|
| Pièce | 21 | 1071,30 | 1071,30 | 51,014 | 7,49 | 0,000 |
| Opérateur | 2 | 32,18 | 32,18 | 16,089 | 2,36 | 0,099 |
| Poste | 1 | 11,25 | 11,25 | 11,247 | 1,65 | 0,202 |
| Répétabilité | 107 | 728,77 | 728,77 | 6,811 | ||
| Total | 131 | 1843,50 |
Résultat principal : P
Dans cet exemple, les valeurs de p des interactions sont supérieures à 0,05. La valeur de p de l'interaction Opérateur*Pièce est de 0,189, et la valeur de p de l'interaction Opérateur*Poste est de 0,598. Par conséquent, Minitab génère un deuxième tableau ANOVA à double entrée qui omet les interactions dans le modèle final.
Le deuxième tableau ANOVA contient les termes utilisés dans les calculs finaux de l'étude de R&R de l'instrumentation. Pièce (0,000) est une source de variation de mesure significative (α = 0,05 comme seuil de signification). Toutefois, Opérateur (0,099) et Poste (0,202) ne sont probablement pas des sources de variation de mesure significatives.
Etape 2 : Evaluer la variation de chaque source d'erreur de mesure
- R&R de l'instrumentation totale : somme des composantes des variances Répétabilité et Reproductibilité.
- Répétabilité : variabilité des mesures lorsque la même pièce est mesurée plusieurs fois par le même opérateur.
- Reproductibilité : variabilité des mesures obtenue lorsque la même pièce est mesurée par différents opérateurs en fonction des différentes conditions définies par les autres facteurs dans le modèle. Le terme Reproductibilité peut être encore divisé en Opérateur, Opérateur*Pièce, et d'autres effets principaux et effets d'interactions.
- De pièce à pièce : variabilité des mesures due aux différentes pièces. En plus de Pièce, d'autres facteurs peuvent être utilisés pour calculer la variation De pièce à pièce.
Dans l'idéal, la variabilité due à la répétabilité et à la reproductibilité doit être minime. Les différences entre les pièces (De pièce à pièce) doivent expliquer la majeure partie de la variabilité.
Composantes de la variance
| Source | CompVar | % contribution (de CompVar) |
|---|---|---|
| R&R de l'instrumentation totale | 7,1070 | 49,10 |
| Répétabilité | 6,8109 | 47,06 |
| Reproductibilité | 0,2961 | 2,05 |
| Opérateur | 0,2109 | 1,46 |
| Poste | 0,0852 | 0,59 |
| De pièce à pièce | 7,3672 | 50,90 |
| Pièce | 7,3672 | 50,90 |
| Variation totale | 14,4743 | 100,00 |
Résultats principaux : CompVar, % contribution
La valeur % contribution de la valeur R&R de l'instrumentation totale est de 49,10 %, ce qui est plus ou moins identique à la variation de pièce à pièce de 50,90 %. La valeur % contribution de la variabilité de répétabilité est presque aussi élevée que la valeur de pièce à pièce. Lorsque la valeur % contribution de la variation de R&R de l'instrumentation totale est nettement inférieure à la variation de pièce à pièce, le système de mesure peut effectuer une distinction fiable entre les pièces.
Evaluation de l'instrumentation
| Source | Ecart type | Variations d'étude (6 × écart type) | % var étude (%VE) |
|---|---|---|---|
| R&R de l'instrumentation totale | 2,66590 | 15,9954 | 70,07 |
| Répétabilité | 2,60978 | 15,6587 | 68,60 |
| Reproductibilité | 0,54413 | 3,2648 | 14,30 |
| Opérateur | 0,45921 | 2,7552 | 12,07 |
| Poste | 0,29189 | 1,7514 | 7,67 |
| De pièce à pièce | 2,71427 | 16,2856 | 71,34 |
| Pièce | 2,71427 | 16,2856 | 71,34 |
| Variation totale | 3,80450 | 22,8270 | 100,00 |
Résultat principal : Var. de l'étude (%)
Utilisez la variation de l'étude en pourcentage (Var. de l'étude [%]) pour comparer la variation du système de mesure à la variation totale. La variation de l'étude en pourcentage utilise la variation de procédé, définie comme étant égale à 6 fois l'écart type du procédé. Minitab affiche la colonne %Tolérance lorsque vous saisissez une valeur de tolérance et Minitab affiche la colonne % procédé lorsque vous saisissez un écart type historique.
Selon les directives de l'AIAG, si la variation du système de mesure est inférieure à 10 % de la variation du procédé, le système de mesure est acceptable. La valeur R&R de l'instrumentation totale représente plus ou moins 70 % de la variation de l'étude. La répétabilité est de 68,60 % de la variation de l'étude, ce qui indique que le système de mesure ne mesure pas la même pièce de façon cohérente. Le système de mesure peut nécessiter une amélioration. Pour plus d'informations, reportez-vous à la rubrique Mon système de mesure est-il acceptable ?.
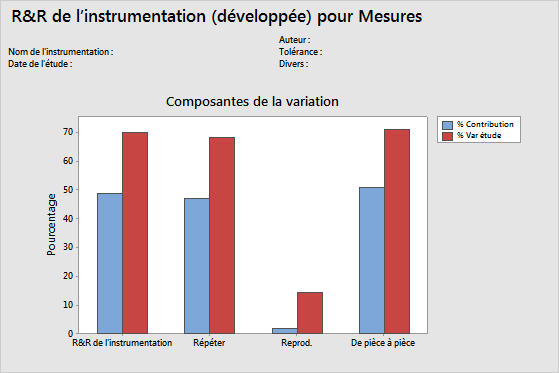
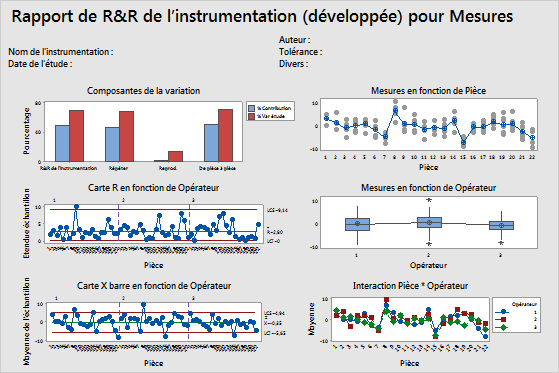
Résultat principal : Graphique Composantes de la variation
Le graphique des composantes de la variation indique la variation due aux sources d'erreur de mesure. Minitab affiche les barres du graphique %Tolérance lorsque vous saisissez une valeur de tolérance et les barres du graphique %Procédé lorsque vous saisissez un écart type historique.
Ce graphique montre que la variabilité de pièce à pièce est plus ou moins identique à la variabilité de la répétabilité et de la reproductibilité. La variation de R&R de l'instrumentation totale est nettement supérieure à 30 % et est inacceptable.
Etape 3 : Examiner les graphiques pour obtenir plus d'informations sur l'étude de l'instrumentation
- Graphique des composantes de variation
- Indique si la plus grande composante de variation est la variation de pièce à pièce.
- Carte R par opérateur
- Affiche si des points se situent au-dessus de la limite de contrôle supérieure.
- Carte X barre par opérateur
- Affiche si la plupart des points se situent au-delà des limites de contrôle.
- Mesures avec un facteur unique
- Affiche toutes les mesures, classées selon un facteur. Ce graphique vous aide à visualiser les différences entre les niveaux de facteurs.
- Diagrammes des interactions
- Affiche l'interaction entre deux facteurs. Une interaction survient lorsque l'effet d'un facteur dépend d'un autre facteur. Ce diagramme est graphiquement analogue au test F pour un terme d'interaction dans le tableau ANOVA.