Sur ce thème
Etape 1 : Utiliser le tableau ANOVA pour identifier les interactions et les facteurs significatifs
- Pièce : variation issue des pièces.
- Opérateur : variation issue des opérateurs
- Opérateur*Pièce : variation issue de l'interaction Opérateur par Pièce. Il existe une interaction lorsqu'un opérateur mesure différemment différentes pièces.
- Erreur ou répétabilité : variation qui n'est pas expliquée par les termes Pièce, Opérateur ou l'interaction Opérateur par Pièce.
Remarque
Si vous sélectionnez l'option X-barre R pour Méthode d'analyse, Minitab n'affiche pas le tableau ANOVA.
Si la valeur de p d'une interaction Opérateur par Pièce est égale à au moins 0,05, Minitab supprime l'interaction car elle n'est pas significative et génère un deuxième tableau ANOVA sans interaction.
Tableau ANOVA à double entrée avec interaction
| Source | DL | Somme des carrés | CM | F | P |
|---|---|---|---|---|---|
| Pièce | 9 | 88,3619 | 9,81799 | 492,291 | 0,000 |
| Opérateur | 2 | 3,1673 | 1,58363 | 79,406 | 0,000 |
| Pièce * Opérateur | 18 | 0,3590 | 0,01994 | 0,434 | 0,974 |
| Répétabilité | 60 | 2,7589 | 0,04598 | ||
| Total | 89 | 94,6471 |
Tableau ANOVA à double entrée sans interaction
| Source | DL | Somme des carrés | CM | F | P |
|---|---|---|---|---|---|
| Pièce | 9 | 88,3619 | 9,81799 | 245,614 | 0,000 |
| Opérateur | 2 | 3,1673 | 1,58363 | 39,617 | 0,000 |
| Répétabilité | 78 | 3,1179 | 0,03997 | ||
| Total | 89 | 94,6471 |
Résultat principal : P
Dans ces résultats, la valeur de p est de 0,974. Par conséquent, Minitab génère un deuxième tableau ANOVA à double entrée qui omet l'interaction dans le modèle final.
Etape 2 : Evaluer la variation de chaque source d'erreur de mesure
- R&R de l'instrumentation totale : somme des composantes des variances Répétabilité et Reproductibilité.
- Répétabilité : variabilité des mesures lorsque la même pièce est mesurée plusieurs fois par le même opérateur.
- Reproductibilité : variabilité des mesures lorsque la même pièce est mesurée par plusieurs opérateurs.
- De pièce à pièce : variabilité des mesures due aux différentes pièces.
Dans l'idéal, la variabilité due à la répétabilité et à la reproductibilité doit être minime. Les différences entre les pièces (De pièce à pièce) doivent expliquer la majeure partie de la variabilité.
Composantes de la variance
| Source | CompVar | % contribution (de CompVar) |
|---|---|---|
| R&R de l'instrumentation totale | 0,0020816 | 6,82 |
| Répétabilité | 0,0011541 | 3,78 |
| Reproductibilité | 0,0009275 | 3,04 |
| De pièce à pièce | 0,0284585 | 93,18 |
| Variation totale | 0,0305401 | 100,00 |
Résultats principaux : CompVar, % contribution
La valeur % contribution pour la variation de pièce à pièce est de 93,18 %. Minitab divise la valeur de composante de la variation de pièce à pièce, approximativement 0,0285, par la variation totale, approximativement 0,0305, et la multiplie par 100 %. Lorsque la valeur % contribution de la variation de pièce à pièce est élevée, le système de mesure peut effectuer une distinction fiable entre les pièces.
Evaluation de l'instrumentation
| Source | Ecart type | Variations d'étude (6 × écart type) | % var étude (%VE) | % tolérance (VE/Tolér.) |
|---|---|---|---|---|
| R&R de l'instrumentation totale | 0,045625 | 0,27375 | 26,11 | 27,37 |
| Répétabilité | 0,033972 | 0,20383 | 19,44 | 20,38 |
| Reproductibilité | 0,030455 | 0,18273 | 17,43 | 18,27 |
| De pièce à pièce | 0,168696 | 1,01218 | 96,53 | 101,22 |
| Variation totale | 0,174757 | 1,04854 | 100,00 | 104,85 |
Résultats principaux : Var. de l'étude (%)
Utilisez la variation de l'étude en pourcentage (Var. de l'étude [%]) pour comparer la variation du système de mesure à la variation totale. La variation de l'étude en pourcentage utilise la variation de procédé, définie comme étant égale à 6 fois l'écart type du procédé. Minitab affiche la colonne %Tolérance lorsque vous saisissez une valeur de tolérance et Minitab affiche la colonne % procédé lorsque vous saisissez un écart type historique.
Selon les directives de l'AIAG, si la variation du système de mesure est inférieure à 10 % de la variation du procédé, le système de mesure est acceptable. Les valeurs Var. de l'étude (%), %Tolérance et % procédé étant toutes supérieures à 10 %, il se peut que le système de mesure nécessite des améliorations. Pour plus d'informations, reportez-vous à la rubrique Mon système de mesure est-il acceptable ?.
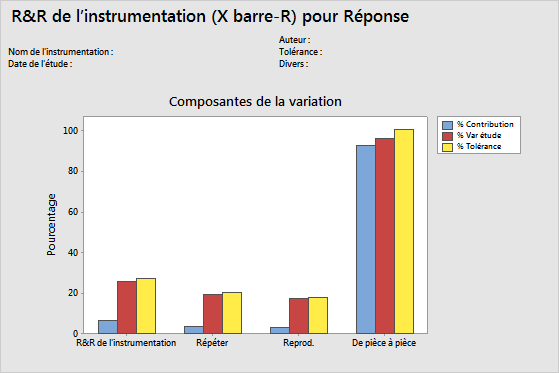
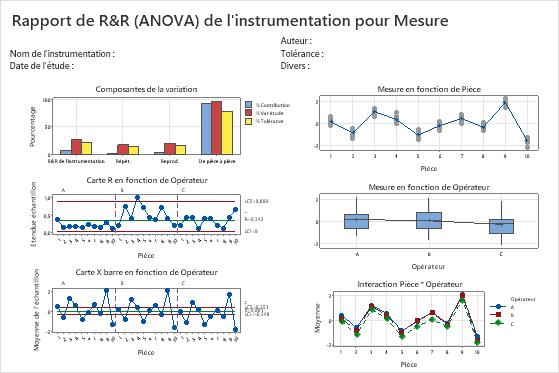
Résultats principaux : Graphique Composantes de la variation
Le graphique des composantes de la variation indique la variation due aux sources d'erreur de mesure. Minitab affiche les barres du graphique %Tolérance lorsque vous saisissez une valeur de tolérance et les barres du graphique %Procédé lorsque vous saisissez un écart type historique.
Ce graphique montre que la variabilité de pièce à pièce est supérieure à la variabilité de la répétabilité et de la reproductibilité, mais que la variation de R&R de l'instrumentation totale est supérieure à 10 % et peut être inacceptable.
Etape 3 : Examiner les graphiques pour obtenir plus d'informations sur l'étude de l'instrumentation
- Graphique des composantes de variation
- Indique si la plus grande composante de variation est la variation de pièce à pièce.
- Carte R par opérateur
- Affiche si des points se situent au-dessus de la limite de contrôle supérieure.
- Carte X barre par opérateur
- Affiche si la plupart des points se situent au-delà des limites de contrôle.
- Graphique Mesures par pièce
- Indique si plusieurs mesures de chaque pièce sont proches les unes des autres.
- Graphique Mesures par opérateur
- Indique si les différences entre les opérateurs sont légères par rapport aux différences entre les pièces.
- Diagramme des interactions Opérateur par Pièce
- Indique si les lignes qui relient les mesures de chaque opérateur sont similaires ou si les lignes se croisent.