Sur ce thème
Etape 1 : Evaluer la présence de biais dans le système de mesure
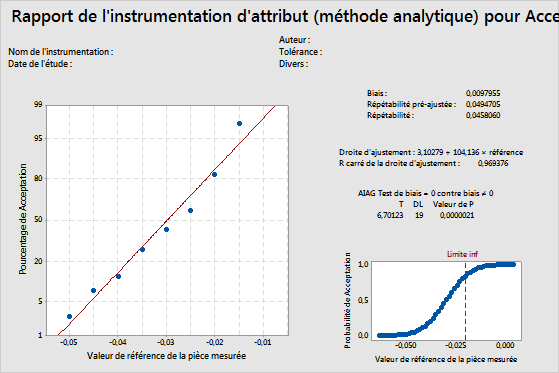
Le biais est une mesure de l'exactitude d'un système de mesure. Le biais est calculé comme la différence entre la valeur du standard connue d'une pièce de référence et la moyenne observée des mesures. Une valeur de biais faible indique que l'instrumentation d'attribut mesure des pièces proches de leurs valeurs de référence.
Pour déterminer si le système de mesure présente un biais statistiquement significatif, comparez la valeur de p au seuil de signification. En général, un seuil de signification (noté alpha ou α) de 0,05 fonctionne bien. Un seuil de signification de 0,05 indique 5 % de risques de conclure à tort que le système présente un biais.
Résultat principal : valeur de p
Dans cet exemple, le biais est de 0,0097955, et la valeur de p est de 0,0000021. La valeur de p étant inférieure au seuil de signification de 0,05, vous rejetez l'hypothèse nulle selon laquelle le biais est égal à 0. Vous concluez que le biais dans ce système de mesure est statistiquement significatif.
Remarque
Si vous modifiez le paramètre par défaut pour utiliser la méthode de régression au lieu de la méthode AIAG, la valeur de p peut différer légèrement.
Etape 2 : Evaluer la droite d'ajustement
La droite de Henry indique le pourcentage d'acceptations pour chaque valeur de référence. Etant donné que l'instrumentation ne comporte pas de mesures réelles permettant d'estimer le biais et la répétabilité, Minitab calcule ces valeurs en ajustant la courbe de distribution normale à l'aide des probabilités d'acceptation calculées et des valeurs de référence connues pour toutes les pièces.
Si les erreurs de mesure suivent une loi normale, les probabilités calculées se situent sur une ligne droite. Une droite de régression est ajustée aux probabilités.
La valeur R carré (R2) de la droite de régression ajustée indique le pourcentage de variation dans la probabilité des réponses d'acceptation expliquée par le modèle de régression. R2 est comprise entre 0 et 100 %. En général, plus la valeur R2 est élevée, plus le modèle est ajusté à vos données. Les valeurs R2 qui sont supérieures à 90 % indiquent en général un excellent ajustement des données.
Résultat principal : R carré
Pour cet exemple, la valeur R carré est de 0,969376. La droite d'ajustement correspond parfaitement aux données et le modèle représente près de 97 % de la variance.
Etape 3 : Evaluer la courbe des performances de l'instrumentation
La courbe des performances de l'instrumentation présente l'estimation de la probabilité d'acceptation comme fonction de la valeur de référence pour l'élément. La ligne de référence verticale indique les limites saisies pour l'analyse.
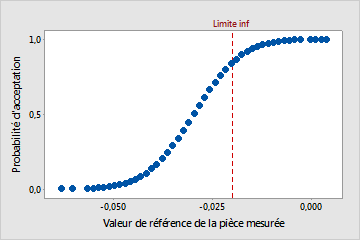
Pour ces données, la probabilité d'accepter un élément à la limite de tolérance inférieure de –0,020 est relativement élevée (environ 0,84). Toutefois, le taux d'acceptation est également relativement élevé aux valeurs juste en dessous de la limite de tolérance. Si la limite de tolérance inférieure est critique, des améliorations sont nécessaires.