Un ingénieur en fabrication évalue le système automatisé de mesure d'attribut utilisé pour l'acceptation ou le rejet de boulons. L'ingénieur sélectionne 10 pièces ayant des valeurs de référence connues et les soumet 20 fois à une instrumentation conforme/non conforme. L'ingénieur note le nombre d'acceptations pour chaque pièce.
L'ingénieur utilise une étude de l'instrumentation d'attribut pour évaluer le biais et la répétabilité du système de mesure et pour déterminer s'il convient d'améliorer le système de mesure.
Le système a une limite de tolérance inférieure de -0,020 et une limite de tolérance supérieure de 0,020.
- Ouvrez le fichier de données échantillons, BoulonAutomobile.MWX.
- Sélectionnez .
- Dans la zone Numéros de pièces, saisissez Numéro de pièce.
- Dans la zone Valeurs de référence, saisissez Référence.
- Sous Attributs binaires dans, sélectionnez Dénombrements récapitulés et saisissez Acceptations.
- Dans la zone Nombre d'essais, saisissez 20.
- Dans la zone Etiquette de l'attribut, laissez le libellé par défaut "Acceptation".
- Sous Limite de tolérance du calcul, sélectionnez Limite inférieure et saisissez -0,020 .
- Cliquez sur OK.
Interprétation des résultats
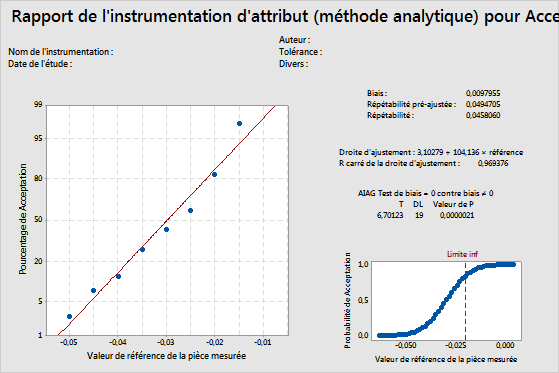
L'hypothèse nulle du test du biais indique que le biais est égal à 0. La valeur de p étant inférieure au seuil de signification de 0,05, vous décidez de rejeter l'hypothèse nulle et concluez que le système de mesure d'attribut est susceptible de présenter un biais.
Le biais présent dans le système d'instrumentation d'attribut est de 0,0097955. L'ingénieur doit réparer ou recalibrer l'instrumentation pour réduire le biais.