Qu'est-ce qu'une carte de contrôle des variables ?
Les cartes de contrôle des variables tracent des données de procédé de mesure continue, telles que la longueur ou la pression, dans un ordre chronologique. En revanche, les cartes de contrôle aux attributs tracent des données de dénombrement, telles que le nombre de défauts ou d'unités défectueuses. Les cartes de contrôle des variables, à l'image de toutes les cartes de contrôle, permettent d'identifier les causes de variation à examiner, afin d'ajuster le procédé sans exercer un contrôle excessif sur celui-ci.
Il existe deux types principaux de cartes de contrôle des variables : les cartes pour les données collectées en sous-groupes et les cartes pour les mesures individuelles.
Cartes de contrôle des variables pour les données de sous-groupe
Chaque point du graphique représente un sous-groupe, c'est-à-dire un groupe d'unités produites dans le même ensemble de conditions. Par exemple, vous souhaitez représenter une mesure particulière à partir de votre procédé. Si vous collectez et mesurez cinq pièces toutes les heures, votre effectif de sous-groupe sera de 5.
Les cartes de contrôle des variables pour sous-groupes comprennent les cartes X barre, R, S et Zone.
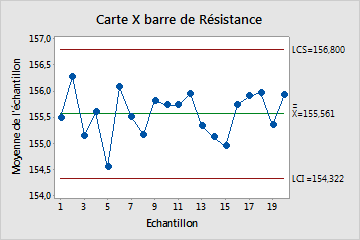
Carte X barre
Trace la moyenne du procédé dans le temps. Permet de suivre le niveau du procédé et de détecter la présence de causes spéciales affectant la moyenne.
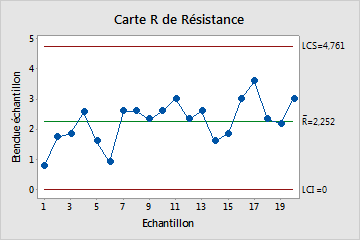
Carte R
Trace l'étendue du procédé dans le temps. Permet de suivre la variation du procédé et de détecter une variation inattendue.
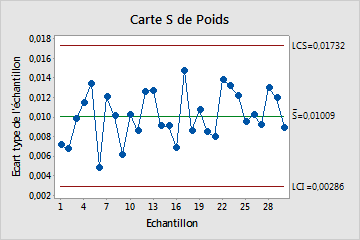
Carte S
Trace l'écart type du procédé dans le temps. Permet de suivre la variation du procédé et de détecter une variation inattendue.
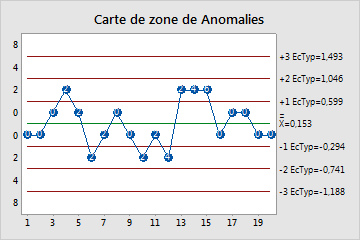
Carte Zone
Trace les scores cumulés en fonction des "zones" à 1, 2 et 3 écarts types de la ligne centrale. Permet de détecter une variation inattendue.
Remarque
En outre, Minitab met à votre disposition plusieurs cartes combinées pour sous-groupes : X barre-R, X barre-S, I-EM-R/S (entre/à l'intérieur). Utilisez-les pour voir simultanément la moyenne du procédé et la variation du procédé.
Cartes de contrôle des variables pour les données individuelles
Chaque point du graphique représente une mesure individuelle ; par conséquent, l'effectif du sous-groupe est égal à 1. Les cartes de contrôle des individus sont utilisées lorsque les mesures sont coûteuses, que le volume de production est faible ou que les produits ont un long cycle de vie, par exemple pour tester la force d'impact des pièces (test destructif). Les cartes de contrôle des individus incluent les cartes I et EM.
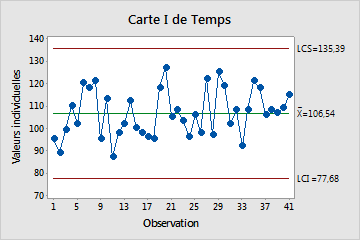
Carte I
Trace les observations des individus dans le temps. Permet de suivre le niveau du procédé et de détecter la présence de causes spéciales.
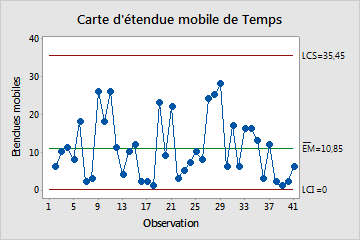
Carte d'étendue mobile
Trace l'étendue mobile dans le temps. Permet de suivre la variation du procédé et de détecter la présence de causes spéciales.
Remarque
En outre, Minitab met à votre disposition des cartes combinées I-EM et Z-EM pour individus. Utilisez-les pour voir simultanément la moyenne du procédé et la variation du procédé.
Autres types de cartes de contrôle des variables
- Cartes de contrôle pondérées chronologiques : composées de points de données historiques, elles vous permettent de suivre les petits décalages dans un procédé.
- Cartes de contrôle multivariées : elles indiquent comment des variables corrélées influencent conjointement un procédé ou un résultat.