Un ingénieur qualité travaillant pour un fabricant de pièces en plastique contrôle un procédé de moulage par injection. Une machine dispose d'une matrice permettant de mouler cinq pièces à la fois. L'ingénieur collecte 20 sous-groupes de cinq pièces chacun. Il étudie la variation entre les pièces créées au même moment, au sein d'un même sous-groupe, ainsi que la variation entre les lots (sous-groupes).
L'ingénieur crée une carte I-EM R/S pour contrôler le processus de moulage par injection.
- Ouvrez le fichier de données échantillons, MoulageParInjection.MWX.
- Sélectionnez .
- Dans la liste déroulante, sélectionnez Toutes les observations d'une carte figurent dans une colonne et entrez Pièces.
- Dans la zone Effectifs de sous-groupes, saisissez Sous-groupe.
- Cliquez sur Options I-EM-R/S.
- Sous l'onglet Tests, sélectionnez 1 point > K écarts types à partir de la ligne centrale (test 1) et K points consécutifs, du même côté de la ligne centrale (test 2).Si vous n'êtes pas sûr des tests à appliquer dans votre cas, utilisez les tests 1 et 2.
- Cliquez sur OK dans chaque boîte de dialogue.
Interprétation des résultats
L'un des sous-groupes n'a pas réussi le test 1 de la carte d'étendue mobile, et un point n'a pas réussi le test 1 de la carte R. La variation à l'intérieur des sous-groupes et la variation entre les sous-groupes ne sont pas sous contrôle. Aucun sous-groupe n'a échoué au test des causes spéciales sur la carte I. La carte I ne permet pas de conclure que l'emplacement du procédé n'est pas maîtrisé.
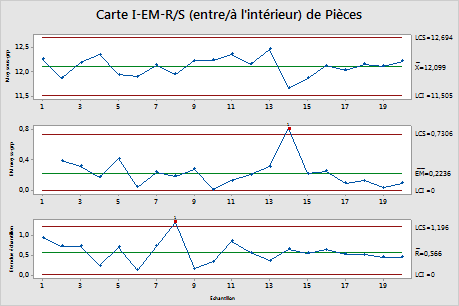
Résultats du test de la carte EM des moyennes de sous-groupe pour Pièces
| TEST 1. Un point supérieur à 3,00 écarts types à partir de la ligne centrale. |
|---|
| Echec du test aux points : 14 |
Résultats du test de la carte R pour Pièces
| TEST 1. Un point supérieur à 3,00 écarts types à partir de la ligne centrale. |
|---|
| Echec du test aux points : 8 |
Ecarts types
| Entre | 0,165737 |
|---|---|
| A l'intérieur | 0,243244 |
| Entre/à l'intérieur | 0,294341 |