Points relevés
Chaque point d'une carte C représente le nombre de défauts pour un sous-groupe.
Interprétation
Lorsqu'un procédé est maîtrisé, les points fluctuent de manière aléatoire autour de la ligne centrale et la variation est uniquement due à des causes communes. Examinez les points qui se trouvent en dehors des limites de contrôle ou qui dessinent des schémas non aléatoires pour mettre à jour toute variation pouvant être liée à des causes spéciales.
Ligne centrale
La ligne centrale d'une carte C représente le nombre moyen de défauts par sous-groupe. Le nombre moyen de défauts par sous-groupe est également appelé moyenne du procédé.
Interprétation
Appuyez-vous sur la ligne centrale pour observer le fonctionnement du procédé par rapport à la moyenne. Lorsqu'un procédé est maîtrisé, les points fluctuent de manière aléatoire autour de la ligne centrale.
Mise en garde
Ne confondez pas la ligne centrale avec la valeur cible du procédé. La cible correspond au résultat que vous souhaitez obtenir. La ligne centrale est le résultat réel.
Limites de contrôle
Mise en garde
Ne confondez pas les limites de contrôle avec les limites de spécification. Les limites de spécification représentent les exigences du client et indiquent la variation maximale que doit présenter le procédé. Les limites de contrôle représentent la variation réelle dans les données échantillons. Un procédé peut être maîtrisé sans pour autant respecter les spécifications.
Tests des causes spéciales
Les tests des causes spéciales déterminent si les points relevés sont distribués aléatoirement à l'intérieur des limites de contrôle.
Interprétation
Utilisez les tests des causes spéciales pour identifier les observations que vous pouvez avoir besoin d'examiner et pour identifier des schémas et tendances spécifiques dans vos données. Chaque test des causes spéciales détecte un schéma ou une tendance spécifique dans vos données, ce qui révèle un aspect différent de l'instabilité du procédé. Par exemple, le test 1 détecte un point hors contrôle unique. Le test 2 détecte un éventuel décalage dans le procédé.
Quatre tests sont disponibles avec cette carte de contrôle.
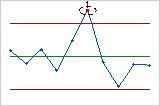
- Test 1 : un point à plus que 3 σ de la ligne centrale
- Le test 1 identifie les sous-groupes inhabituels par rapport aux autres sous-groupes. Le test 1 est universellement reconnu comme nécessaire pour la détection de situations non maîtrisées. Si de petits décalages dans le procédé vous inquiètent, vous pouvez utiliser le test 2 en supplément du test 1 pour créer une carte de contrôle plus sensible.
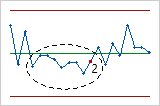
- Test 2 : neuf points consécutifs du même côté de la ligne centrale
- Le test 2 identifie les décalages dans le taux de défaut pour le procédé. Si de petits décalages dans le procédé vous inquiètent, vous pouvez utiliser le test 2 en supplément du test 1 pour créer une carte de contrôle plus sensible.
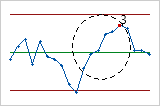
- Test 3 : six points consécutifs, tous croissants ou tous décroissants
- Le test 3 détecte les tendances. Ce test recherche une longue série de points consécutifs dont la valeur augmente ou diminue de façon progressive.
- Test 4 : quatorze points consécutifs, montant et descendant
- Le test 4 détecte la variation systématique. Un point échouant au test 4 peut indiquer que le modèle de variation est prévisible, alors que la variation doit être aléatoire.
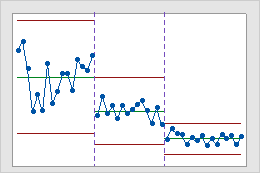
Etapes
Utilisez des étapes pour créer une carte de contrôle historique qui montre l'évolution d'un procédé au cours de périodes spécifiques. A chaque étape, Minitab recalcule par défaut la ligne centrale et les limites de contrôle. Pour plus d'informations, reportez-vous à la rubrique Ajouter des étapes pour illustrer le changement d'un procédé.
Interprétation
Cette carte de contrôle historique montre trois étapes d'un procédé, qui représentent les situations avant, pendant et après la mise en œuvre d'une nouvelle procédure.