Un ingénieur souhaite évaluer la capabilité d'un procédé permettant de revêtir de larges rouleaux de papier avec un film épais. L'ingénieur prend trois mesures de l'épaisseur du revêtement sur 25 rouleaux consécutifs. Etant donné que la machine est réinitialisée pour chaque nouveau rouleau, l'ingénieur doit prendre en compte la variation entre les rouleaux ainsi que la variation au sein d'un rouleau. Pour répondre aux spécifications techniques, l'épaisseur du film doit être de 50 ± 3 microns.
L'ingénieur réalise une analyse Capability Sixpack Entre/à l'intérieur afin de vérifier les hypothèses de l'analyse de capabilité Entre/à l'intérieur et d'évaluer la conformité de l'épaisseur du revêtement aux exigences du client.
- Ouvrez le fichier de données échantillons, EpaisseurFilm.MWX.
- Sélectionnez .
- Dans la zone Colonne unique, saisissez Revêtement.
- Dans la zone Effectif des sous-groupes, saisissez Rouleau.
- Dans la zone Spécification inférieure, saisissez 47.
- Dans la zone Spécification supérieure, saisissez 53.
- Cliquez sur Options.
- Dans la zone Cible (ajoute Cpm au tableau), saisissez 50.
- Cliquez sur OK dans chaque boîte de dialogue.
Interprétation des résultats
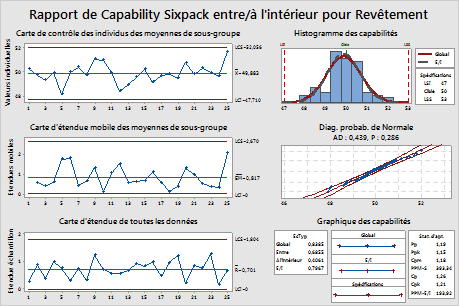
La carte de contrôle des individus et les cartes d'étendue mobile et d'étendue indiquent que le procédé est stable et qu'aucun point n'est situé en dehors des limites de contrôle. La droite de Henry indique que les données sont distribuées normalement. Par conséquent, les hypothèses de l'analyse de capabilité Entre/à l'intérieur sont vérifiées et la capabilité du procédé peut être analysée.
L'histogramme de capabilité montre que le procédé est pratiquement centré et que les mesures se situent dans les limites de spécification. Concernant la capabilité Entre/à l'intérieur, le Cp est égal à 1,26, ce qui indique que la dispersion de spécification est 1,26 fois supérieure à la dispersion de 6 σ du procédé. Les valeurs de Cp (1,26) et de Cpk (1,21) sont très proches l'une de l'autre, ce qui indique que le procédé est pratiquement centré. Concernant la capabilité globale, les valeurs de Pp (1,19), de Ppk (1,15) et de Cpm (1,18) sont très proches les unes des autres, ce qui indique que le procédé est centré et sur la cible. Toutefois, l'indice Ppk est légèrement inférieur à 1,33, qui est la valeur minimale généralement acceptée pour un procédé présentant une capabilité satisfaisante. L'ingénieur conclut que le procédé est presque capable d'appliquer un revêtement conforme aux spécifications, mais que sa capabilité peut être améliorée.