Sur ce thème
Carte U
La carte U permet de tracer le nombre de défauts (également appelés non-conformités) par unité. La ligne centrale représente le nombre moyen de défauts par unité (ou sous-groupe). Les limites de contrôle, qui sont tracées à une distance de 3 écarts types au-dessus et au-dessous de la ligne centrale, présentent la variation attendue dans les moyennes des sous-groupes.
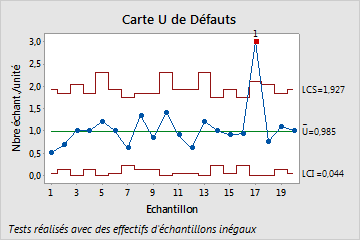
Cette carte U montre que, en moyenne, le taux de défauts par unité dans les échantillons est d'environ 1. Un point semble hors de contrôle.
Interprétation
Utilisez la carte U pour surveiller visuellement les défauts par unité et déterminer si le taux de défauts est stable et maîtrisé.
Les points rouges indiquent les sous-groupes qui ont échoué à au moins un test des causes spéciales et sont hors contrôle. Les points hors contrôle indiquent que le procédé n'est peut-être pas stable et que les résultats d'une analyse de capabilité ne sont peut-être pas fiables. Vous devez identifier la cause des points hors contrôle et éliminer la variation des causes spéciales avant d'analyser la capabilité du procédé.
Tests des causes spéciales
Les tests des causes spéciales déterminent si les points tracés sur chaque carte de contrôle sont distribués aléatoirement à l'intérieur des limites de contrôle.
Interprétation
Utilisez les tests des causes spéciales pour identifier les observations que vous pouvez avoir besoin d'examiner et pour identifier des schémas et tendances spécifiques dans vos données. Chaque test des causes spéciales détecte un schéma ou une tendance spécifique dans vos données, ce qui révèle un aspect différent de l'instabilité du procédé.
- Un point de plus que 3 sigmas à partir de la ligne centrale
- Le test 1 indique les sous-groupes qui sont anormaux par rapport à d'autres. Le test 1 est
universellement reconnu comme nécessaire pour la détection de situations
non maîtrisées. Si de petits décalages dans le procédé vous inquiètent,
vous pouvez utiliser le test 2 en supplément du test 1 pour créer une
carte de contrôle plus sensible.
- Neuf points consécutifs du même côté de la ligne centrale
- Le test 2 identifie les décalages dans la variation du procédé. Si de petits décalages dans
le procédé vous inquiètent, vous pouvez utiliser le test 2 en supplément
du test 1 pour créer une carte de contrôle plus sensible.
- Six points consécutifs, tous croissants ou tous décroissants
- Le test 3 détecte les tendances. Ce test recherche une longue série de points consécutifs
dont la valeur augmente ou diminue de façon constante.
- Quatorze points consécutifs, croissants et décroissants en alternance
- Le test 4 détecte la variation systématique. Le schéma de variation d'un procédé doit
normalement être aléatoire, mais un point échouant au test 4 peut
indiquer que le schéma de variation est prévisible.
Diagramme des DPU cumulés
Les points situés sur le graphique des DPU cumulés montrent le nombre moyen de DPU pour chaque échantillon. Les points sont affichés dans l'ordre dans lequel les échantillons ont été collectés. La ligne horizontale médiane représente le nombre moyen de DPU calculé à partir de tous les échantillons. Les lignes horizontales supérieure et inférieure représentent les bornes de confiance supérieure et inférieure pour le nombre moyen de DPU.
Interprétation
Utilisez le diagramme des DPU cumulés pour déterminer si vous avez collecté suffisamment d'échantillons pour avoir une estimation solide des DPU.
Examinez les défauts par unité des échantillons chronologiques pour déterminer l'évolution de l'estimation au fil des collectes d'échantillons. Idéalement, le DPU se stabilise après plusieurs échantillons, comme le montre l'aplatissement des points relevés le long de la ligne représentant la moyenne des DPU.
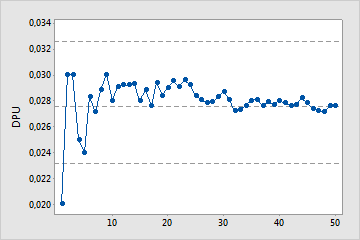
Assez d'échantillons
Cette étude de capabilité comprend suffisamment d'échantillons pour l'estimation de la moyenne des défauts par unité.
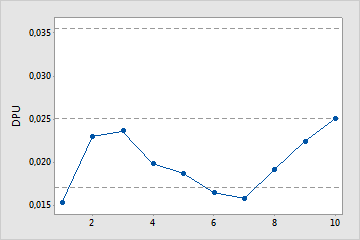
Pas assez d'échantillons
Cette étude de capabilité ne comprend pas suffisamment d'échantillons pour l'estimation de la moyenne des défauts par unité.
Diagramme de Poisson
Le diagramme de Poisson présente le nombre observé de défauts par rapport au nombre attendu de défauts. La ligne diagonale indique l'endroit où les données tomberaient si elles suivaient parfaitement la loi de Poisson. Si les données s'écartent significativement de cette ligne, l'analyse de capabilité de Poisson risque de produire des résultats peu fiables.
Remarque
Minitab affiche un diagramme de Poisson lorsque les effectifs de sous-groupe sont égaux. Si les effectifs de sous-groupe varient, Minitab affiche un diagramme du taux de défauts. Pour plus d'informations, consultez la section sur le diagramme du taux de défaut.
Interprétation
Utilisez le diagramme de Poisson pour déterminer si vos données suivent une loi de Poisson.
Etudiez le diagramme pour déterminer si les points relevés suivent à peu près une ligne droite. Si ce n'est pas le cas, l'hypothèse selon laquelle les données ont été échantillonnées à partir d'une loi de Poisson est peut-être inexacte.
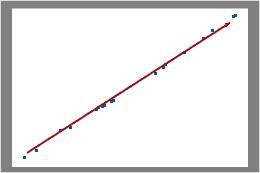
Dans ces résultats, les points de données se trouvent près de la ligne. Vous pouvez considérer que les données suivent une loi de Poisson.
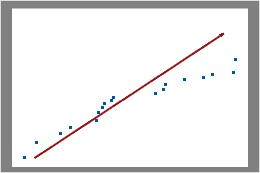
Dans ces résultats, les points de données ne se trouvent pas le long de la ligne, près de la partie supérieure droite du diagramme. Ces données ne suivent pas une loi de Poisson et ne peuvent pas être évaluées de manière fiable avec une analyse de capabilité de Poisson.
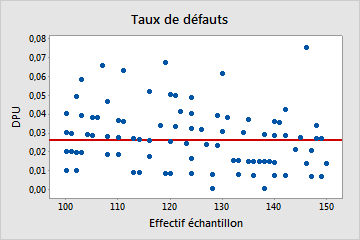
Diagramme du taux de défauts
Le diagramme du taux de défauts présente le nombre de défauts par unité (DPU) dans chaque sous-groupe et l'effectif de chaque sous-groupe. La ligne centrale représente le nombre moyen de DPU.
Remarque
Minitab affiche un diagramme du taux de défauts lorsque l'effectif des sous-groupes varie. Si les effectifs de sous-groupes sont constants, Minitab affiche un diagramme de Poisson. Pour plus d'informations, consultez la section sur le diagramme de Poisson.
Interprétation
Utilisez le diagramme du taux de défauts pour vérifier que vos données sont de type Poisson en vérifiant l'hypothèse selon laquelle le nombre de défauts par unité est constant dans différents effectifs d'échantillons.
Etudiez le diagramme pour évaluer si le nombre de DPU (défauts par unité) est distribué de manière aléatoire pour les effectifs d'échantillons ou s'il existe un schéma. Si vos données sont réparties de manière aléatoire autour de la ligne centrale, vous en concluez que les données suivent une loi de Poisson.
Poisson
Dans ce diagramme, les points sont dispersés de manière aléatoire autour de la ligne centrale. Vous pouvez considérer que les données suivent une loi de Poisson.
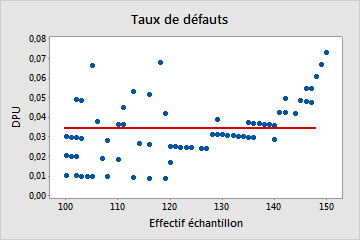
Pas une loi de Poisson
Dans ce diagramme, le schéma n'est pas aléatoire. Pour un effectif d'échantillon supérieur à 120, le nombre de DPU augmente à mesure que l'effectif d'échantillon augmente. Ce résultat suggère une possible corrélation entre l'effectif d'échantillon et le taux de défauts. Par conséquent, les données ne suivent pas une loi de Poisson et ne peuvent pas être évaluées de manière fiable avec une analyse de capabilité de Poisson.
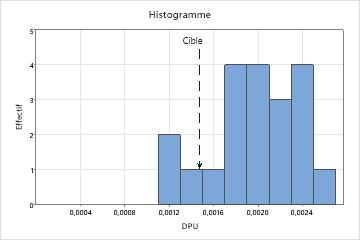
Histogramme
Interprétation
Utilisez l'histogramme de distribution des DPU pour évaluer la distribution des défauts par unité de mesure dans vos échantillons.
Examinez le pic et la dispersion de la distribution des défauts par unité. Le pic représente les valeurs les plus courantes et les approximations du centre des défauts par unité. Evaluez la dispersion pour comprendre la variation des défauts par unité dans vos échantillons.
Comparez la ligne de référence de la valeur cible aux barres de l'histogramme. Si votre procédé présente une bonne capabilité, la plupart ou la totalité des barres de l'histogramme doivent se situer à gauche de la valeur cible.
Moyenne des DPU
Le nombre moyen de défauts par unité (DPU) correspond à la moyenne des défauts par unité de mesure dans les échantillons.
Interprétation
Utilisez la moyenne des DPU pour estimer le nombre moyen de défauts que vous pouvez vous attendre à trouver pour chaque unité et déterminer si votre procédé répond aux attentes du client.
Comparez la moyenne des DPU à la valeur DPU cible pour déterminer si le procédé répond aux exigences. Si la moyenne des DPU est supérieure à la cible, vous devez améliorer votre procédé.
Vous devez également comparer la cible à la limite de confiance supérieure du nombre de DPU. Si la limite de confiance supérieure est supérieure à la cible, vous ne pouvez pas être certain que la moyenne des DPU du procédé est inférieure à la cible. Vous aurez peut-être besoin d'un effectif d'échantillon plus grand pour déterminer avec plus de certitude si votre procédé est ciblé.
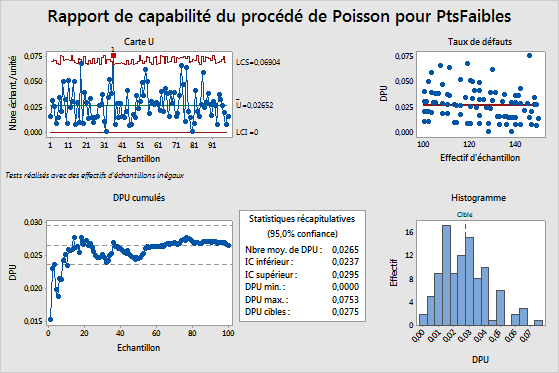
Par exemple, dans le tableau Statistiques récapitulatives des résultats suivants, la moyenne des DPU (0,0265) est inférieure à la cible (0,0275). Toutefois, l'IC supérieur est 0,0295, ce qui est supérieur à la cible. Bien que le procédé réponde aux exigences, vous avez besoin d'un effectif d'échantillon plus grand pour déterminer avec plus de certitude si le DPU est inférieur à la cible.
Intervalle de confiance (IC)
L'intervalle de confiance est une étendue de valeurs probables pour un indice de capabilité. L'intervalle de confiance est défini à l'aide d'une borne inférieure et d'une borne supérieure. Les bornes sont calculées à partir d'une marge d'erreur déterminée pour l'estimation de l'échantillon. La limite de confiance inférieure définit une valeur à laquelle l'indice de capabilité est susceptible d'être supérieur. La limite de confiance supérieure définit une valeur à laquelle l'indice de capabilité est susceptible d'être inférieur.
Minitab affiche une borne de confiance inférieure et une borne de confiance supérieure pour la moyenne des DPU.
Interprétation
Etant donné que les échantillons de données sont aléatoires, différents échantillons collectés à partir du procédé peuvent générer des estimations identiques d'un indice de capabilité. Pour calculer la valeur réelle de l'indice de capabilité de votre procédé, il faudrait analyser les données de tous les éléments produits par le procédé, ce qui est impossible. En revanche, vous pouvez utiliser un intervalle de confiance pour déterminer une étendue de valeurs probables pour l'indice de capabilité.
Avec un niveau de confiance de 95 %, vous pouvez être certain à 95 % que la valeur réelle de l'indice de capabilité se trouve dans l'intervalle de confiance. Ainsi, si vous collectez 100 échantillons aléatoires à partir de votre procédé, vous pouvez vous attendre à ce que 95 échantillons environ produisent des intervalles contenant la valeur réelle de l'indice de capabilité.
L'intervalle de confiance vous aide à évaluer la signification pratique de vos estimations d'échantillons. Si possible, comparez les bornes de confiance à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé.
Par exemple, la moyenne maximale admissible des défauts par unité pour un procédé de fabrication est de 0,025 %. A l'aide de l'analyse de capabilité de Poisson, les analystes obtiennent une estimation de la moyenne des DPU de 0,011 %, ce qui suggère que le procédé présente une bonne capabilité. Toutefois, l'IC supérieur pour la moyenne des DPU est de 0,029 %. Par conséquent, les analystes ne peuvent pas être sûrs à 95 % que la moyenne des DPU de la population ne dépasse pas la valeur maximale admissible. Ils devront peut-être utiliser un effectif d'échantillon plus grand ou réduire la variabilité des données pour obtenir un intervalle de confiance plus étroit pour l'estimation de l'échantillon.
Nombre minimal de DPU
DPU min. correspond au nombre minimum de défauts par unité de mesure dans les échantillons.
Interprétation
Utilisez le nombre minimal de DPU pour estimer le nombre minimum de défauts que vous pouvez vous attendre à trouver pour chaque unité.
Nombre maximal de DPU
DPU max. correspond au nombre minimum de défauts par unité de mesure dans les échantillons.
Interprétation
Utilisez le nombre maximal de DPU pour estimer le nombre maximum de défauts que vous pouvez vous attendre à trouver pour chaque unité.
DPU cible
Le DPU cible correspond au nombre maximum de défauts par unité que vous êtes prêt à accepter. Si vous n'avez spécifié aucun DPU cible, Minitab utilise une cible de 0 DPU.
Interprétation
Comparez la moyenne des DPU à la valeur DPU cible pour déterminer si le procédé répond aux exigences. Si la moyenne des DPU est supérieure à la cible, vous devez améliorer votre procédé.
Vous devez également comparer la cible à la limite de confiance supérieure du nombre de DPU. Si la limite de confiance supérieure est supérieure à la cible, vous ne pouvez pas être certain que la moyenne des DPU du procédé est inférieure à la cible. Vous aurez peut-être besoin d'un effectif d'échantillon plus grand pour déterminer avec plus de certitude si votre procédé est ciblé.
Par exemple, dans le tableau Statistiques récapitulatives, la moyenne des DPU (0,0265) est inférieure à la cible (0,0275). Toutefois, l'IC supérieur de DPU est 0,0295, ce qui est supérieur à la cible. Bien que le procédé semble répondre aux exigences, vous avez besoin d'un effectif d'échantillon plus grand pour déterminer avec plus de certitude si le DPU est inférieur à la cible.