Un fabricant de moteurs utilise un procédé de forgeage pour fabriquer des segments de pistons. Les ingénieurs qualité veulent évaluer la capabilité du procédé. Ils collectent 25 sous-groupes de cinq segments de pistons et en mesurent le diamètre. Les limites de spécification pour le diamètre d'un segment sont 74,0 mm ± 0,05 mm.
Les ingénieurs effectuent une analyse de capabilité normale afin d'évaluer le diamètre des segments par rapports aux limites de spécification.
- Ouvrez le fichier de données échantillons, DiamètreSegmentsPiston.MWX.
- Sélectionnez .
- Dans la zone Colonne unique, saisissez Diamètre.
- Dans la zone Effectif des sous-groupes, saisissez 5.
- Dans la zone Spécification inférieure, saisissez 73,95.
- Dans la zone Spécification supérieure, saisissez 74,05.
- Cliquez sur Options.
- Dans la zone Cible (ajoute Cpm au tableau), saisissez 74.
- Cliquez sur OK dans chaque boîte de dialogue.
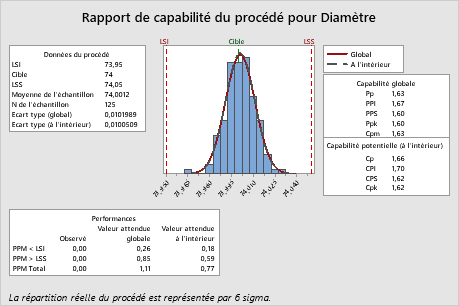
Interprétation des résultats
Toutes les mesures sont comprises dans les limites de spécification. Le procédé est centré sur la cible et les mesures se situent approximativement à l'intérieur des limites de spécification. Les indices de capabilité Cpk, Ppk et Cpm sont tous supérieurs à 1,33, qui est une valeur minimale habituellement acceptée pour un procédé présentant une bonne capabilité. Par conséquent, les ingénieurs concluent que le procédé de forgeage répond aux exigences concernant le diamètre des segments de piston.