Un fabricant utilise 2 machines pour produire des broches de connexion. Un ingénieur qualité souhaite comparer la capabilité du procédé pour chaque machine. Il sélectionne de façon aléatoire 5 broches par boîte pour chaque machine. D'après les spécifications, la longueur des broches doit être comprise entre 13 mm et 25 mm.
L'ingénieur effectue une analyse de capabilité normale pour plusieurs variables afin d'évaluer si la longueur des broches de connexion satisfait aux exigences du client pour les deux machines.
- Ouvrez le fichier de données échantillons, LongueurBroche.MWX.
- Sélectionnez .
- Dans la zone Variables, saisissez Longueur.
- Dans la zone Effectifs de sous-groupes, saisissez 5.
- Sélectionnez variables de répartition et entrez Machine.
- Dans la zone Spécification inférieure, saisissez 13.
- Dans la zone Spécification supérieure, saisissez 25.
- Cliquez sur OK.
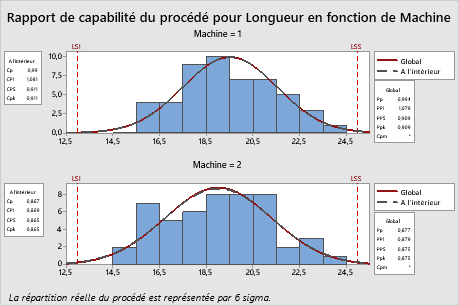
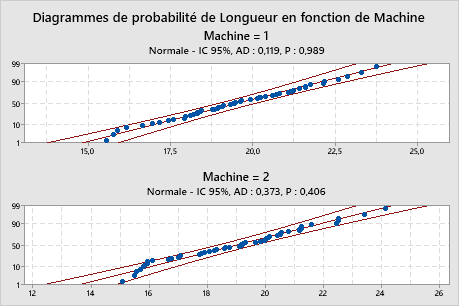
Interprétation des résultats
Pour chaque machine, les données apparaissent pratiquement normales, et les courbes "à l'intérieur" et globale sont étroitement alignées. Le procédé est pratiquement centré et les mesures se situent à l'intérieur de l'étendue de spécifications. Le Pp est égal à 0,994 pour la machine 1, et à 0,877 pour la machine 2, ce qui indique une forte variabilité pour les deux machines. Le Ppk est de 0,909 pour la machine 1 et de 0,875 pour la machine 2, ce qui indique que les données de procédé sont trop proches des limites de spécification. En règle générale, la valeur minimale acceptée pour les indices Pp et Ppk est 1,33. Dans la mesure où les indices de capabilité globale sont inférieurs à 1,33 pour les deux machines, le procédé n'est pas capable de produire des broches conformes aux spécifications.