Cnp
- La dispersion de spécification (LSS – LSI)
- La diffusion du processus
Vous devez fournir à la fois une limite de spécification inférieure (LSI) et une limite de spécification supérieure (LSS) pour calculer l’indice Cnp.
Interprétation
Utilisez Cnp pour évaluer la capacité de votre processus en fonction de la propagation du processus. Cette estimation de la capacité indique les performances réelles de votre processus que votre client expérimente au fil du temps.
Cnp ne tient pas compte de l'emplacement du procédé et vous indique donc la capabilité globale que votre procédé pourrait atteindre s'il était centré. En général, des valeurs Cnp plus élevées indiquent un processus plus performant. Des valeurs Cnp plus faibles indiquent que votre processus peut avoir besoin d’amélioration.
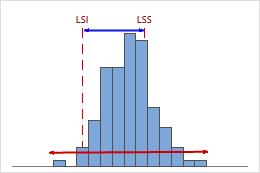
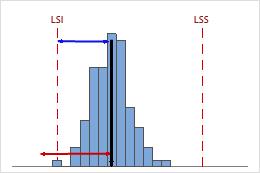
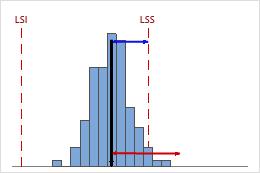
Faible Cnp
Dans cet exemple, la dispersion de spécification est inférieure à la dispersion globale du procédé. Par conséquent, le Cnp est faible (0,40) et la capabilité globale du processus est faible en raison de sa variabilité.
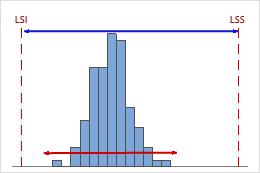
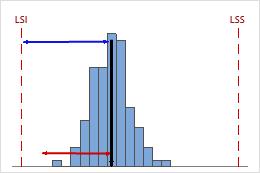
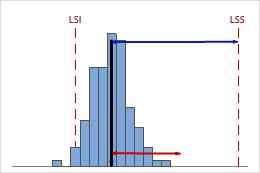
Cnp élevé
Dans cet exemple, la dispersion de spécification est largement supérieure à la dispersion globale du procédé. Par conséquent, Cnp est élevé (1,80) et la capabilité globale du procédé est bonne au regard de sa variabilité.
-
Comparez Cnp à une valeur de référence pour évaluer la capabilité globale de votre processus. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Cnp est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé en réduisant sa variation.
-
Comparez Cnp et Cnpk. Si Cnp et Cnpk sont approximativement égaux, le processus est centré entre les limites de spécification. Si Cnp et Cnpk diffèrent, le processus n’est pas centré.
Attention
Cnp = 2,27
Cnp = 2,27
Pour une analyse complète et exacte, utilisez des graphiques en combinaison avec d'autres indices de capabilité (tels que Cnpk) pour tirer des conclusions significatives de vos données.
Cnpl
- La spécification unilatérale s’étend, de la médiane du processus à la limite inférieure de spécification
- La moitié du processus s’est propagée, de la médiane du processus à l’estimation de l’extrémité inférieure du processus
Étant donné que Cnpl utilise des informations sur la médiane et la propagation du processus, elle évalue à la fois l’emplacement et la variation du processus.
Interprétation
Utilisez Cnpl pour évaluer la capacité globale de votre processus par rapport à sa limite de spécification inférieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En général, des valeurs Cnpl plus élevées indiquent que le processus est capable par rapport à la limite inférieure de spécification. Des valeurs Cnpl plus faibles indiquent que votre processus peut avoir besoin d’amélioration.
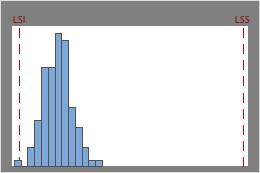
Faible Cnpl
Dans cet exemple, la distance entre la médiane du procédé et la limite de spécification inférieure (LSI) est inférieure à la dispersion unilatérale du procédé. Par conséquent, Cnpl est faible (0,80) et la capacité globale du processus est faible par rapport à sa limite inférieure de spécification.
Cnpl élevé
Dans cet exemple, la distance entre la médiane du procédé et la limite de spécification inférieure (LSI) est inférieure à la dispersion unilatérale du procédé. Par conséquent, le Cnpl est élevé (1,60) et la capabilité globale du procédé est bonne par rapport à sa limite inférieure de spécification.
-
Comparez Cnpl à une valeur de référence pour évaluer la capacité globale de votre processus. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si le Cnpl est inférieur à votre point de référence, envisagez des moyens d’améliorer votre processus, par exemple en réduisant sa variation ou en déplaçant son emplacement.
-
Si vous avez à la fois des limites de spécification inférieures et supérieures, comparez Cnpl et Cnpu. Si Cnpl n’est pas approximativement égal à Cnpu, le processus n’est pas centré.
Cnpl = 0,92, Cnpu = 4,37
Lorsque Cnpl < Cnpu, le processus est plus susceptible de produire des unités défectueuses qui violent la limite de spécification inférieure.
Cnpl = 4,37, Cnpu = 0,92
Lorsque Cnpu < Cnpl, le processus est plus susceptible de produire des unités défectueuses qui violent la limite de spécification supérieure.
Cnpu
- La spécification unilatérale s’étend, de la médiane du processus à la limite supérieure de spécification
- La moitié du processus s’est propagée, de la médiane du processus à l’estimation de l’extrémité supérieure du processus
Étant donné que Cnpu utilise des informations sur la médiane et la propagation du processus, elle évalue à la fois l’emplacement et la variation du processus.
Interprétation
Utilisez Cnpu pour évaluer la capabilité globale de votre processus par rapport à sa limite supérieure de spécification. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En général, des valeurs de Cnpu plus élevées indiquent que le processus est capable par rapport à la limite supérieure de spécification. Des valeurs Cnpu plus faibles indiquent que votre processus peut avoir besoin d’amélioration.
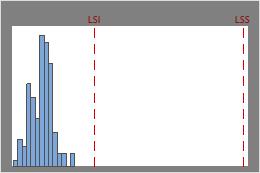
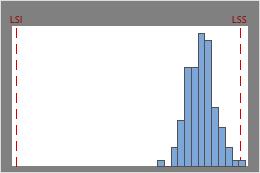
Faible Cnpu
Dans cet exemple, la distance entre la médiane du procédé et la limite de spécification supérieure (LSS) est inférieure à la dispersion unilatérale du procédé. Par conséquent, le Cnpu est faible (0,66) et la capacité globale du procédé est faible par rapport à sa limite supérieure de spécification.
Cnpu élevé
Dans cet exemple, la distance entre la médiane du procédé et la limite de spécification supérieure (LSS) est largement supérieure à la dispersion unilatérale du procédé. Par conséquent, le Cnpu est élevé (2,76) et la capacité globale du procédé est bonne par rapport à sa limite supérieure de spécification.
-
Comparez Cnpu à une valeur de référence pour évaluer la capacité globale de votre processus. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si le Cnpu est inférieur à votre point de référence, envisagez des moyens d’améliorer votre processus, par exemple en réduisant sa variation ou en déplaçant son emplacement.
-
Si vous avez à la fois des limites de spécification inférieures et supérieures, comparez Cnpl et Cnpu. Si Cnpl n’est pas approximativement égal à Cnpu, le processus n’est pas centré.
Cnpl = 0,92, Cnpu = 4,37
Lorsque Cnpl < Cnpu, le processus est plus susceptible de produire des unités défectueuses qui violent la limite de spécification inférieure.
Cnpl = 4,37, Cnpu = 0,92
Lorsque Cnpu < Cnpl, le processus est plus susceptible de produire des unités défectueuses qui violent la limite de spécification supérieure.
Cnpk
- La spécification unilatérale s’étend, de la médiane du processus à la limite supérieure de spécification
- La moitié du processus s’est propagée, de la médiane du processus à l’estimation de l’extrémité supérieure du processus
- La spécification unilatérale s’étend, de la médiane du processus à la limite inférieure de spécification
- La moitié du processus s’est propagée, de la médiane du processus à l’estimation de l’extrémité inférieure du processus
Interprétation
Utilisez Cnpk pour évaluer la capabilité globale de votre processus en fonction de l’emplacement du processus et de l’étendue du processus. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En général, des valeurs Cnpk plus élevées indiquent un processus plus performant. Des valeurs Cnpk plus faibles indiquent que votre processus peut avoir besoin d’amélioration.
Faible Cnpk
Dans cet exemple, les performances du procédé sont moins bonnes par rapport à sa limite de spécification supérieure que par rapport à sa limite de spécification inférieure. La valeur Cnpk est égale à Cnpu (≈ 0,40), ce qui est faible et indique une faible capabilité.
Cnpk élevé
Dans cet exemple, les performances du procédé sont moins bonnes par rapport à sa limite de spécification inférieure que par rapport à sa limite de spécification supérieure. La valeur Cnpk est égale à Cnpl (≈ 1,40), ce qui est élevé et indique une bonne capabilité.
-
Si cnpk < 1,alors la dispersion de spécification est inférieure à la dispersion de processus.
-
Comparez Cnpk à une valeur de référence qui représente la valeur minimale acceptable pour votre processus. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Cnpk est inférieur à votre indice de référence, envisagez des moyens d’améliorer votre processus.
Mise en garde
L'indice Cnpk représente uniquement la capabilité du procédé pour le "pire" côté des mesures, c'est-à-dire celui qui présente les moins bonnes performances. Si votre procédé produit des pièces non conformes qui se situent des deux côtés des limites de spécification, consultez les graphiques de capabilité et les probabilités des pièces situées en dehors des deux limites de spécification pour évaluer la capabilité du procédé de façon plus complète.