Une équipe d’ingénieurs veut évaluer la capabilité de leur processus de blanchiment du papier. Les ingénieurs prélèvent au hasard 200 échantillons de pâte et enregistrent le niveau de luminosité. La limite inférieure de spécification pour le niveau de luminosité est de 72. Les ingénieurs veulent évaluer la capacité sans faire d’hypothèses sur la distribution des données. Les ingénieurs effectuent une analyse de capacité non paramétrique pour évaluer dans quelle mesure le processus répond aux exigences des clients.
- Ouvrez les données échantillons, EclatPâte.MWX.
- Sélectionnez .
- Dans Colonne unique, saisissez Eclat.
- Dans la zone Spécification inférieure, saisissez 72.
- Cliquez sur OK.
Interpréter des résultats
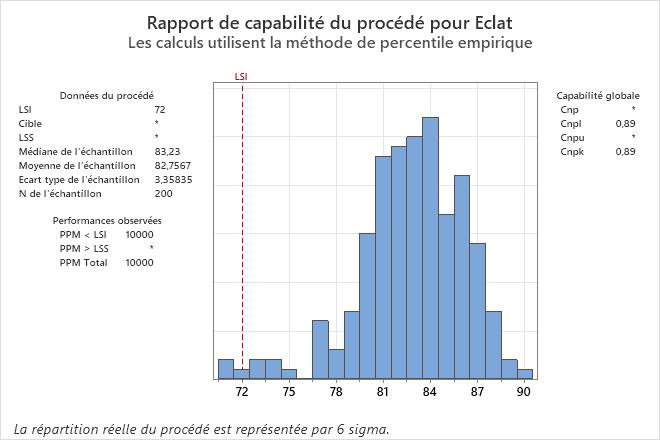
Certains des 200 échantillons sont inférieurs à la limite inférieure de spécification de 72. L’indice de capabilité Cnp est manquant car le processus utilise une limite de spécification. Les indices de capabilité Cnpk et Cnpl sont égaux car le processus a une limite de spécification inférieure. Parce que Cnp et Cnpk sont comparables aux indices de capabilité paramétriques comme Cp et Cpk, l’équipe évalue la capabilité du processus par rapport aux directives familières. Le Cnpk est de 0,89, ce qui est inférieur à la ligne directrice généralement acceptée de l’industrie de 1,33. Par conséquent, les ingénieurs concluent que le procédé ne présente pas une bonne capabilité et ne répond pas aux exigences du client.