Sur ce thème
Pp
- La dispersion de spécification, représentée par les valeurs de Z. Cet intervalle représente les limites de spécification d'origine, issues de la loi non normale sélectionnée, en valeurs de Z sur la loi normale standard.
- La dispersion à 6 σ de la loi normale standard. La dispersion à 6 σ, centrée sur la moyenne du procédé, contient 99,74 % des mesures du procédé lorsque celles-ci sont normalement distribuées.
Cette définition de l'indice Pp dépend de la méthode de calcul du score de Z (par défaut). Pour plus d'informations, reportez-vous à la rubrique Utilisation de la méthode du score de Z pour déterminer la capabilité globale des données non normales.
Remarque
Vous devez fournir une limite de spécification inférieure (LSI) et une limite de spécification supérieure (LSS) pour calculer l'indice Pp. Si la limite de spécification inférieure ou supérieure est en dehors de l'étendue de la loi que vous avez spécifiée pour modéliser les données, l'indice Pp ne peut pas être calculé à l'aide de la méthode par défaut. Pour modifier la méthode de calcul, sélectionnez .
Interprétation
Utilisez Pp pour évaluer la capabilité globale de votre procédé en fonction de la dispersion du procédé. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Pp élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs Pp faibles indiquent que votre procédé peut nécessiter une amélioration. Si Pp < 1, la dispersion de spécification est inférieure à la dispersion du procédé, ce qui indique que le procédé n'est pas en mesure de produire au moins 99,74 % de pièces conformes.
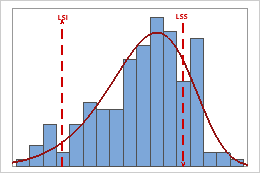
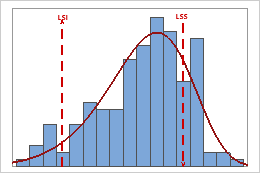
Indice Pp faible
Dans cet exemple, la dispersion de spécification est petite par rapport à la dispersion du procédé. Par conséquent, Pp est faible (≈ 0,40) et la capabilité globale du procédé est insuffisante.
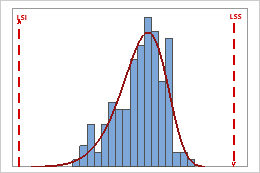
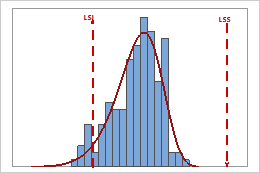
Indice Pp élevé
Dans cet exemple, la dispersion de spécification est grande par rapport à la dispersion du procédé. Par conséquent, Pp est élevé (≈ 1,80) et la capabilité globale du procédé est bonne.
-
Comparez Pp à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Pp est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé en réduisant sa variation.
-
Comparez Pp et Ppk pour déterminer si la médiane du procédé est proche du point central entre les spécifications. Si Pp > Ppk, la médiane du procédé est éloignée du point central entre les spécifications et plus proche de l'une des limites de spécification.
PPI
- La dispersion de spécification unilatérale, déterminée à partir de la limite de spécification inférieure dans l'échelle normale standard (Z.LSI).
- La moitié de la dispersion à 6 σ pour la loi normale standard, égale à 3.
Cette définition de l'indice PPI dépend de la méthode de calcul du score de Z (par défaut). Pour plus d'informations, reportez-vous à la rubrique Utilisation de la méthode du score de Z pour déterminer la capabilité globale des données non normales.
Remarque
Si la limite de spécification inférieure est en dehors de l'étendue de la loi que vous avez spécifiée pour modéliser les données, l'indice PPI ne peut pas être calculé à l'aide de la méthode par défaut. Pour modifier la méthode de calcul, sélectionnez .
Interprétation
Utilisez PPI pour évaluer la capabilité globale de votre procédé par rapport à sa limite de spécification inférieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs PPI élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté inférieur de sa distribution. Des valeurs PPI faibles indiquent que votre procédé peut nécessiter une amélioration.
Si PPI < 1, plus de 0,13 % des mesures du procédé sont inférieures à la limite de spécification inférieure.
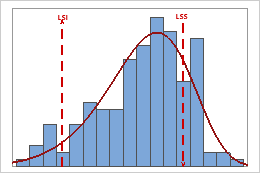
Indice PPI faible
Dans cet exemple, de nombreux éléments se situent en dessous de la limite de spécification inférieure. Par conséquent, PPI est faible (≈ 0,43) et la capabilité globale du procédé est insuffisante par rapport à sa limite de spécification inférieure.
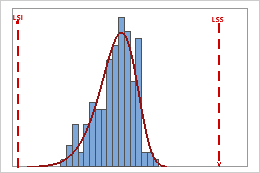
Indice PPI élevé
Dans cet exemple, aucun élément ne se situe en dehors de la limite de spécification inférieure et la mesure la plus proche est loin de la ligne LSI. Par conséquent, PPI est élevé (≈ 1,40) et la capabilité globale du procédé est bonne par rapport à sa limite de spécification inférieure.
-
Comparez PPI à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si PPI est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé, par exemple en réduisant sa variation ou en décalant son emplacement.
-
Si vous disposez des limites de spécification inférieure et supérieure, comparez l'indice PPI à l'indice PPS. Si l'indice PPI n'a pas une valeur approximativement égale à celle de l'indice PPS, le procédé n'est pas centré. Lorsque PPI < PPS, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification inférieure. Lorsque PPS < PPI, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification supérieure.
PPS
- La dispersion de spécification unilatérale, déterminée à partir de la limite de spécification supérieure dans l'échelle normale standard (Z.LSS).
- La moitié de la dispersion à 6 σ pour la loi normale standard, égale à 3.
Cette définition de l'indice PPS dépend de la méthode de calcul du score de Z (par défaut). Pour plus d'informations, reportez-vous à la rubrique Utilisation de la méthode du score de Z pour déterminer la capabilité globale des données non normales.
Remarque
Si la limite de spécification supérieure est en dehors de l'étendue de la loi que vous avez spécifiée pour modéliser les données, l'indice PPS ne peut pas être calculé à l'aide de la méthode par défaut. Pour modifier la méthode de calcul, sélectionnez .
Interprétation
Utilisez PPS pour évaluer la capabilité globale de votre procédé par rapport à sa limite de spécification supérieure. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs PPS élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté supérieur de sa distribution. Des valeurs PPS faibles indiquent que votre procédé peut nécessiter une amélioration.
Si PPI < 1, plus de 0,13 % des mesures du procédé sont au-dessus de la limite de spécification supérieure.
Indice PPS faible
Dans cet exemple, de nombreux éléments se situent au-delà de la limite de spécification supérieure. Par conséquent, PPS est faible (≈ 0,40) et la capabilité globale du procédé est insuffisante par rapport à sa limite de spécification supérieure.
Indice PPS élevé
Dans cet exemple, aucun élément ne se situe en dehors de la limite de spécification supérieure et la mesure la plus proche est loin de la ligne LSS. Par conséquent, PPS est élevé (≈ 2,25) et la capabilité globale du procédé est bonne par rapport à sa limite de spécification supérieure.
-
Comparez PPS à une valeur de référence pour évaluer la capabilité globale de votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si PPS est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé, par exemple en réduisant sa variation ou en décalant son emplacement.
-
Si vous disposez des limites de spécification inférieure et supérieure, comparez l'indice PPI à l'indice PPS. Si l'indice PPI n'a pas une valeur approximativement égale à celle de l'indice PPS, le procédé n'est pas centré. Lorsque PPI < PPS, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification inférieure. Lorsque PPS < PPI, le procédé est davantage susceptible de produire des unités défectueuses qui enfreignent la limite de spécification supérieure.
Ppk
- La dispersion de spécification unilatérale, déterminée à partir de la limite de spécification inférieure dans l'échelle normale standard (Z.LSI) ou de la limite de spécification supérieure dans l'échelle normale standard (Z.LSS), la valeur la plus faible étant celle utilisée.
- La moitié de la dispersion à 6 σ pour la loi normale standard, égale à 3.
Cette définition de l'indice Ppk dépend de la méthode de calcul de la valeur de Z (par défaut). Pour plus d'informations, reportez-vous à la rubrique Utilisation de la méthode du score de Z pour déterminer la capabilité globale des données non normales.
Remarque
Si les limites de spécification inférieure et supérieure sont toutes deux en dehors de l'étendue de la loi que vous avez spécifiée pour modéliser les données, l'indice Ppk ne peut pas être calculé à l'aide de la méthode par défaut. Pour modifier la méthode de calcul, sélectionnez .
Interprétation
Utilisez Ppk pour évaluer la capabilité globale de votre procédé en fonction de l'emplacement et de la dispersion du procédé. La capabilité globale indique les performances réelles de votre procédé que le client constate au fil du temps.
En règle générale, des valeurs Ppk élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs Ppk faibles indiquent que votre procédé peut nécessiter une amélioration.
Indice Ppk faible
Dans cet exemple, les performances du procédé sont moins bonnes par rapport à sa limite de spécification supérieure que par rapport à sa limite de spécification inférieure. Par conséquent, la valeur Ppk est égale à PPS (≈ 0,40), ce qui est faible et indique une capabilité insuffisante.
Indice Ppk élevé
Dans cet exemple, les performances du procédé sont moins bonnes par rapport à sa limite de spécification inférieure que par rapport à sa limite de spécification supérieure. Par conséquent, la valeur Ppk est égale à la valeur PPI (≈ 0,40), qui est élevée et qui indique une bonne capabilité.
-
Si Ppk < 1, la dispersion de spécification est inférieure à la dispersion du procédé, ce qui indique que plus de 0,13 % des éléments produits par le procédé ne respecte pas au moins une des limites de spécification.
-
Comparez Ppk à une valeur de référence représentant la valeur minimale acceptable pour votre procédé. De nombreux secteurs industriels utilisent une valeur référence de 1,33. Si Ppk est inférieur à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Mise en garde
L'indice Ppk représente uniquement la capabilité du procédé pour le "pire" côté des mesures, c'est-à-dire celui qui présente les moins bonnes performances. Si votre procédé produit des pièces non conformes qui se situent des deux côtés des limites de spécification, consultez les graphiques de capabilité et les probabilités des pièces situées en dehors des deux limites de spécification pour évaluer la capabilité du procédé de façon plus complète.
Z.LSI pour la capabilité globale
Z.LSI (global) est une mesure de la capabilité sigma globale par rapport à la limite de spécification inférieure. L'estimation est égale à trois fois la valeur de PPI et repose sur la variation globale du procédé.
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.LSI (global) pour évaluer la capabilité sigma globale de votre procédé par rapport à la limite de spécification inférieure.
En règle générale, des valeurs Z.LSI élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté inférieur de la distribution. Des valeurs faibles indiquent que votre procédé peut nécessiter une amélioration.. Si possible, comparez Z.LSI (global) à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.LSI est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Z.LSS pour la capabilité globale
Z.LSS (global) est une mesure de la capabilité sigma globale par rapport à la limite de spécification supérieure. L'estimation est égale à trois fois la valeur de PPS et repose sur la variation globale du procédé.
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.LSS (global) pour évaluer la capabilité sigma globale de votre procédé par rapport à la limite de spécification supérieure.
En règle générale, des valeurs Z.LSS élevées indiquent que le procédé offre une capabilité satisfaisante sur le côté supérieur de la distribution. Des valeurs faibles indiquent que votre procédé peut nécessiter une amélioration.. Si possible, comparez Z.LSS (global) à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.LSS est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.
Z.référence pour la capabilité globale
Z.référence (global) est une mesure de la capabilité sigma globale d'un procédé. L'estimation de la valeur Z.référence tient compte de la probabilité qu'un produit soit inférieur à la LSI et supérieur à la LSS. L'estimation repose sur les paramètres de la loi de distribution non normale spécifiée pour l'analyse.
Remarque
Pour afficher les mesures de Z.référence, vous devez cliquer sur Options et sélectionner les valeurs de Z de référence au lieu des statistiques de capabilité comme résultats par défaut lorsque vous réalisez l'analyse de capabilité.
Interprétation
Utilisez Z.référence (global) pour évaluer la capabilité sigma globale de votre procédé.
En règle générale, des valeurs de Z.référence élevées indiquent que le procédé offre une capabilité satisfaisante. Des valeurs de Z.référence faibles indiquent que votre procédé peut nécessiter une amélioration. Si possible, comparez Z.référence à une valeur de référence fondée sur les normes du secteur ou sur votre connaissance du procédé. Si la valeur de Z.référence est inférieure à votre référence, réfléchissez à des moyens d'améliorer votre procédé.